- Raffinage du pétrole
-
Le raffinage du pétrole désigne l'ensemble des traitements et transformations visant à tirer du pétrole le maximum de produits à haute valeur commerciale. Selon l'objectif visé, en général, ces procédés sont réunis dans une raffinerie. La raffinerie est l'endroit où l'on traite le pétrole pour extraire les fractions commercialisables.
Le pétrole, qui est un mélange de différents produits hydrocarbonés, pour être utilisable dans les différentes branches de l'industrie et des moteurs à combustion, doit subir une série de traitements divers. Très souvent, la qualité d'un brut dépend largement de son origine. Selon son origine, sa couleur, sa viscosité, sa teneur en soufre, son point d'écoulement, sa teneur en minéraux varient. Aussi, la structure de chaque raffinerie doit tenir compte de tous ces facteurs.
En plus, une raffinerie doit être conçue pour traiter une gamme assez large de bruts. Bien sûr, il existe des raffineries conçues pour traiter uniquement un seul brut, mais ce sont des cas particuliers où la ressource estimée en brut est assez importante.
Il existe des raffineries simples ou complexes. Les raffineries simples sont constituées seulement de quelques unités de traitement tandis que les raffineries complexes en possèdent bien plus.
 Raffinerie la nuit
Raffinerie la nuit
En effet, selon l'objectif visé et l'endroit où se trouve la raffinerie, selon aussi la nature des bruts traités (par exemple brut BTS ou HTS, brut naphténique ou aromatique) la structure de la raffinerie à construire est différente ; selon également les besoins potentiels locaux la raffinerie peut être très simple ou très complexe. Souvent en Europe, aux États Unis et généralement dans des régions où les besoins en carburants sont élevés, la structure des raffineries est complexe. Par contre dans les pays en développement, cette structure est assez simple.
Le pétrole, une fois arrivé à la raffinerie, est stocké dans des bacs de grande taille. En général on stocke le pétrole à basse teneur en soufre (BTS) séparé de celui à haute teneur en soufre (HTS). Il en est de même dans le traitement. Selon la demande du marché à l'instant 't', on traite d'abord dans un cycle avec du pétrole BTS avant de passer dans un cycle HTS afin d'éviter la pollution des produits BTS par ceux du HTS. Si c'est le cas inverse, les produits issus du traitement pendant quelques heures, s'il y a lieu, sont dirigés vers des bacs de produits HTS pour être retraités.
Sommaire
- 1 Structure d'une raffinerie
- 2 Les unités de raffinage
- 3 Les unités de mélanges
- 4 Le parc de stockage
- 5 Les moyens de réception et d'expédition
- 6 Notes et références
- 7 Annexes
Structure d'une raffinerie
 La raffinerie de Donges (Loire-Atlantique)
La raffinerie de Donges (Loire-Atlantique)Raffinerie simple
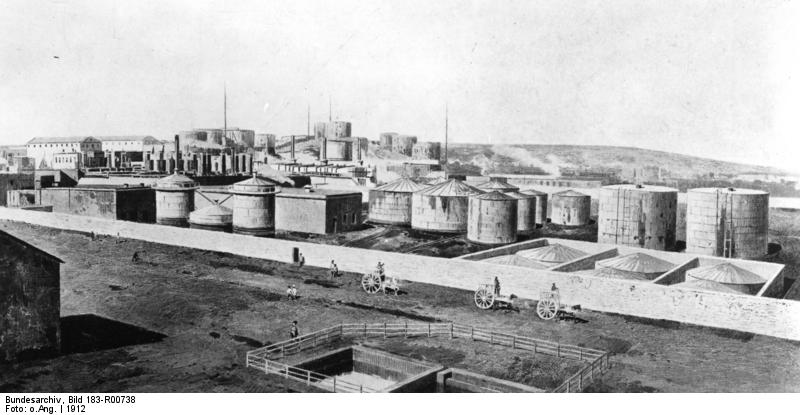
 Raffinerie à Bakou en 1912.
Raffinerie à Bakou en 1912.Les premières raffineries n'étaient formées que d'une seule unité: la distillation atmosphérique.
Cette pratique n'est plus viable économiquement et les raffineries les plus simples comprennent en outre des unités annexes de désulfuration et de reformage, ainsi qu'une distillation sous vide. Une raffinerie ne comprenant que ces unités est qualifiée d'hydroskimming Refinery en Anglais. Il n'en existe pratiquement plus.
Les raffineries modernes comprennent en effet en plus des unités précédentes, des unités de conversion (craquage) qui permettent de transformer les fractions pétrolières les plus lourdes dont le prix est de moins en moins attractif et qui ne sont utilisables que dans des installations industrielles spécifiques, en fractions plus légères pouvant constituer un carburant ordinaire (diésel, kérosène ou essence).
Raffinerie complexe
Les raffineries complexes peuvent donc avoir, en plus des unités ci-dessus, d'autres unités dont les plus communes sont:
- le craquage catalytique ou (FCC Fluid Catalytic Cracking)
- le viscoréducteur (visbreaking),
- l'isomérisation,
- la polymérisation,
- le craquage à la vapeur ou Steam Cracking,
- le soufflage de bitume,
- la cokéfaction (coking).
Dans ce cas on dit qu'on est en conversion profonde (deep conversion). Ces techniques sont de plus en plus utilisées, du fait de l'évolution du marché : les pétroles disponibles sur le marché tendent à devenir plus lourds, tandis que la demande se déplace vers le "sommet du baril", le marché des fiouls lourds se réduit (en partie parce qu'ils sont souvent remplacés par le gaz naturel) tandis que la consommation de carburants automobiles ne cesse de croître.
Les unités de raffinage
Chaque unité de raffinage abrite un procédé industriel ; il s'y déroule généralement une opération physique ou chimique simple.
Le nombre des types d'unités et des procédés utilisés par l'industrie du raffinage est très élevé (ordre de 200). Il n'est donc pas question de les passer toutes en revue.
Composition
Articles principaux : Analyse d'un pétrole brut et Classification des hydrocarbures liquides.La composition initiale du pétrole dépend de sa provenance ; elle va influer fortement sur la façon dont celui-ci sera traité. L'essence a longtemps été la partie la mieux valorisée du pétrole : on avait donc tendance à favoriser les bruts légers, conduisant facilement à des coupes à haut indice d'octane. Au contraire, les bruts lourds qui contiennent plus de composés à longue chaîne (que l'on retrouve dans les bitumes), étaient mal valorisés, et nécessitaient des traitements supplémentaires pour casser ces molécules et en faire des produits vendables. Les impuretés telles que le soufre (H2S, mercaptans) sont particulièrement peu souhaitées, elles font donc l'objet de traitements spécifiques supplémentaires, ce qui ajoute au coût de traitement.
- la formule générale de ces hydrocarbures saturés est CnH2n+2, formule dans laquelle l'indice n représente le nombre d'atomes de carbone contenu dans la molécule.
- la formule générale des hydrocarbures insaturés ayant une double liaison est CnH2n, formule dans laquelle l'indice n représente le nombre d'atomes de carbone contenu dans la molécule. Exemple : l'éthylène C2H4.
- la formule générale des hydrocarbures insaturés ayant une triple liaison est CnH2n-2, formule dans laquelle l'indice n représente le nombre d'atomes de carbone contenu dans la molécule. Exemple : l’acétylène C2H2.
Le pétrole brut acheté sur l'un des marchés mondiaux doit répondre plus ou moins à l'attente des besoins du raffineur. Ce pétrole brut, comme il a été dit avant, est un mélange de plusieurs centaines de produits différents, allant du gaz méthane jusqu'au résidu bitumeux ayant des caractéristiques physico-chimiques différentes. Tel quel il n'y a guère d'utilité à en posséder car il est tout juste bon à servir dans une lampe à huile. Afin de séparer ces produits entre eux et d'en faire des produits réellement utilisables, on emploie des procédés de séparation physico-chimiques qu'on appelle le raffinage.
Il existe toutes sortes de bruts :
- paraffiniques,
- naphténiques,
- aromatiques,
Ils peuvent être :
- TBTS (très basse teneur en soufre),
- BTS (basse teneur en soufre),
- MTS (moyenne teneur en soufre),
- HTS (haute teneur en soufre)
- THTS (très haute teneur en soufre)
Les outils en présence (les unités de traitement) ne sont pas toujours adaptés à traiter tous ces bruts car à leur construction, ils ne sont pas dimensionnés pour englober toute cette gamme de bruts.
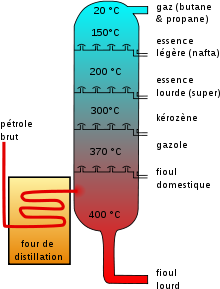
Distillation
Article principal : Distillation.La distillation est un procédé qui consiste à séparer les différents composants d'un mélange liquide en fonction de leur température d'ébullition. Quand on chauffe un liquide constitué de plusieurs produits, la vapeur qui s'échappe au commencement de la distillation comporte une majorité du produit le plus volatil, appauvrissant ainsi le mélange initial. Cette vapeur est collectée, et en se refroidissant, retrouve sa forme liquide : ce liquide est enrichi en composants les plus volatils, mais il n'est pas pur. Le pétrole est constitué du mélange d'un nombre très élevé de produits ; on ne cherche donc pas à obtenir des produits purs, mais plutôt des "coupes", c'est-à-dire des mélanges plus simples, constitués de produits aux caractéristiques homogènes, qui par la suite subiront un traitement adapté à leur famille, en vue de fabriquer un certain type de produits. C'est donc l'opération essentielle et initiale que subit le pétrole en arrivant à la raffinerie.
Distillation atmosphérique
 Séparation des composants principaux par distillation
Séparation des composants principaux par distillationAlcanes légers linéaires Nom T Eb °C Formule méthane -161,4 °C CH4 éthane -88,6 °C C2H6 propane -42,2 °C C3H8 butane -0,6 °C C4H10 pentane 36,3 °C C5H12 hexane 69 °C C6H14 La distillation dite "atmosphérique" est ainsi appelée car elle est conduite à la pression atmosphérique. La totalité du flux traversant cette étape, elle est menée dans l'unité la plus importantes de la raffinerie, et détermine sa capacité maximum.
Chaque hydrocarbure pur possède des caractéristiques chimiques et physiques spécifiques. Le tableau ci-contre montre les températures d'ébullition des alcanes linéaires légers, très courants dans le pétrole quelle que soit sa provenance.
Le raffinage consiste à utiliser d'abord les caractéristiques physiques de chacun des composants contenus dans le mélange telles que la température d'ébullition pour les séparer et extraire des fractions primaires.
Cette opération est appelée la distillation. Tout comme chez le bouilleur de cru, on chauffe le pétrole dans une colonne fermée qu'on appelle la colonne de distillation atmosphérique et grâce à la différence de température d'ébullition des composants en présence et avec la vaporisation des fractions plus ou moins légères, on recueille à différents niveaux de la colonne des fractions de produits légers, intermédiaires, moyens et lourds.
La distillation atmosphérique se fait dans une colonne munie d'un certain nombre de plateaux perforés et munis de clapets, en général de 30 à 50 plateaux, conduisant à une distillation fractionnée. Après cette première distillation, la partie résiduelle est envoyée dans une autre colonne, moins haute et comportant moins de plateaux qu'on appelle la colonne de distillation sous vide.
En effet, cette fraction résiduelle, appelée «résidu atmosphérique» contient des hydrocarbures à longues chaînes et plus les chaînes sont longues plus elles sont fragiles, dont susceptibles d'être scindées en plusieurs morceaux si le chauffage continue sous la pression atmosphérique.
Afin d'éviter ces coupures intempestives de chaînes, on fait la séparation des produits de ce résidu atmosphérique sous un vide relatif correspondant à une pression d'environ 40 mm de mercure (la pression atmosphérique correspond à 760 mm de mercure). Ce vide relatif permet d'abaisser la température d'ébullition des composants, donc il faut moins chauffer ces produits. Comme il a été dit plus haut, le pétrole est un mélange d'hydrocarbures, et la distillation atmosphérique ne cherche pas à séparer les corps purs les uns des autres, mais seulement à les séparer en fractions. C'est aussi la première étape dans le traitement du pétrole.
En voici le déroulement plus détaillé :
Le brut qui arrive, passe à travers un premier train d'échangeurs pour être chauffé à la bonne température (vers 110 °C), puis il est dessalé s'il contient beaucoup de sel dans une unité de «dessalage» où, par adjonction d'eau douce et d'un champ électrostatique, ce brut est déchargé de son sel.
Le brut passe ensuite dans un deuxième train d'échangeurs, puis dans un four où sa température est portée à environ 360 °C. Il entre après dans la première colonne de fractionnement (colonne de distillation atmosphérique). C'est une colonne à plateaux munis de calottes et de clapets.
Comme le brut arrive sous une pression élevée et que la colonne est sous pression atmosphérique, il y a une détente brutale qu'on appelle «flash» des produits en présence.
Cette détente brutale fait évaporer en vapeur la fraction légère du brut contenant des composants légers vers la partie haute de la colonne, appelée «section de rectification». Une deuxième fraction, plus lourde, se condense sous forme de liquide et tombe vers le bas, dans la portion inférieure de la colonne dite «section d'épuisement», au fond de la colonne.
Pour réaliser l'échange de matière, base de tout fractionnement par distillation, les vapeurs ascendantes doivent entrer en contact avec la fraction liquide descendante circulant à contre-courant dans la colonne.
Dans ce but, une partie du liquide obtenu en haut de la colonne par condensation de vapeurs qui y parviennent est réinjectée sous forme de reflux en tête de colonne. Sa vaporisation progressive provoque la condensation d'un nombre sensiblement égal de molécules (de parties) plus lourdes qui rétrogradent vers les plateaux immédiatement inférieurs.
En lavant ainsi, par transfert de chaleur et de masse, les vapeurs ascendantes, le liquide descendant s'enrichit de tous les constituants lourds. La phase vapeur qui monte vers les plateaux supérieurs absorbe au contraire tous les constituants légers et la concentration de ceux-ci est de plus en plus grande dans cette phase.
Il s'établit de la sorte dans la colonne, de haut en bas, un gradient croissant de température puisque celle-ci s'élève à 110 °C en haut de colonne pour atteindre 350 °C en fond de colonne. L'échange de matières entre vapeur et liquide constitue ce qu'on appelle le taux de reflux.
Plus le « taux de reflux » est élevé, meilleure est la séparation des différents produits. Ce taux tourne en général autour de 7 dans la colonne atmosphérique.
Par des soutirages latéraux, placés aux bons endroits tout au long de la hauteur de la colonne, on recueille en tête de colonne la fraction la plus légère contenant des gaz liquéfiés et du naphta, ensuite un peu plus bas du kérosène, du gazole léger, des gazoles moyen et lourd et enfin du résidu atmosphérique.
Les fractions soutirées latéralement sont soumises, en plus, à un fractionnement complémentaire appelé « stripping » dans des colonnes annexes appelées « strippers », afin d'éliminer les fractions légères encore dissoutes. Ceci se fait par injection de vapeur d'eau, à contre-courant.
Le résidu peut être utilisé directement dans la fabrication de fuels lourds commerciaux ou subit une nouvelle distillation appelée distillation sous-vide.
Bien entendu, toutes ces fractions qu'on vient de soutirer à la colonne de distillation atmosphérique résultent d'une séparation primaire et toutes vont être utilisées comme charges (en quelque sorte comme matières premières) (feedstock) pour alimenter d'autres unités de traitement de la raffinerie.
La colonne de distillation elle-même, de forme cylindrique, est constituée de plateaux perforés de trous et munis de calottes et de clapets. Ces plateaux sont placés les uns au-dessus des autres. En général, le nombre de plateaux est d'une quarantaine (entre 30 et 50 dépendant de la gamme de bruts qu'on veut y traiter). La colonne possède une entrée qui se situe un peu au-dessus du fond de la colonne pour l'arrivée du brut à traiter. Par ailleurs, cette colonne comporte différentes sorties (ou soutirages) pour extraire les différents produits pendant la distillation.
L'emplacement de l'entrée du brut ainsi que l'emplacement des sorties des fractions ne sont pas faits au hasard, mais calculés de manière à pouvoir traiter une gamme de bruts de différentes qualités.
Pour les soutirages de produits, en tête de la colonne, on trouve la sortie des gaz et des produits légers qui forment la coupe naphta total. Sur le côté de la colonne, et de haut en bas on trouve le soutirage :
- du kérosène,
- du gazole léger,
- du gazole moyen,
- du gazole lourd
et en fond de colonne la sortie
- du résidu atmosphérique.
Après ce traitement préliminaire, toutes les fractions soutirées vont servir de charges (feedstocks) pour alimenter les autres unités de traitement en aval. Nous allons examiner ces unités en partant de la fraction la plus légère c’est-à-dire celle soutirée en tête de la colonne de distillation atmosphérique.
Traitement de la fraction naphta
Hydrotraitement
La fraction naphta, sortie en tête de colonne contient un mélange de tous les gaz et du naphta total (point final (PF) d'ébullition 180 °C, ou 150 °C si les besoins en kéro sont élevés). Avant de faire la séparation en différentes petites fractions, on va passer ce naphta dans une unité d'hydrotraitement afin d'enlever tout le soufre qu'il contient.
Cette unité consiste en une boucle véhiculant de l'hydrogène, pressurisé par un compresseur, au travers d'un réacteur contenant un catalyseur. Celui-ci facilite la transformation des composés soufrés en H2S, plus facile à évacuer. La réaction étant consommatrice d'hydrogène, un appoint est fait en permanence, en général depuis l'unité de reformage catalytique, productrice d'hydrogène. L'essence et l'H2S formé sont séparés dans des ballons séparateurs successifs, dans lesquels on va soutirer un gaz riche en hydrogène renvoyé dans la boucle et une essence riche en H2S. L'essence est ensuite strippée : elle est ainsi débarrassée de l'H2S qui est évacué en tête du strippeur, sous forme de gaz acides traités dans les unités d'amines.
Ce concept de boucle réactionnel est identique pour les unités d'HDS de gazole.
En effet, le soufre est un produit très corrosif et les catalyseurs contenus dans d'autres unités vont être détruits et deviennent inactifs au passage des produits soufrés. D'autre part, les autres produits commerciaux extraits de ce naphta tels que le propane, le butane ne doivent pas non plus contenir du soufre ou des composés sulfurés.
Aussi, avant de fractionner ce naphta en des coupes plus étroites, on enlève le soufre, contenu dans cette fraction, en le faisant combiner avec de l'hydrogène pour former de l’hydrogène sulfuré de formule H2S, qui part vers une unité Claus pour en faire du soufre liquide. On peut aussi garder la coupe naphta total telle quelle sans faire de nouveaux fractionnements et l'utiliser comme charge pour le cracker à la vapeur.
L'hydrogène utilisé vient de l'unité de reformage catalytique.
Stabilisateur de naphta
La fraction du naphta total issue de l'hydrotraitement et débarrassée de son soufre est envoyée comme charge dans un stabilisateur (ou fractionnateur). Cette colonne fonctionne avec un taux de reflux très élevé sous une pression de l'ordre de 5 à 10 bars afin d'éliminer tous les gaz et ajuster la tension de vapeur de la coupe naphta. À la sortie de cette unité, tous les gaz C4- (c’est-à-dire le butane et tous les gaz plus légers que celui-ci) sont envoyés vers le « gas plant » pour être traités.
Dans le stabilisateur (appelé encore débutaniseur) le naphta qui reste est séparé en deux fractions : le naphta léger et le naphta lourd. Le premier a un point final de distillation de 80 °C (ou de 100 °C) et le dernier peut avoir un point final de distillation de 150 °C ou de 180 °C selon qu'on cherche à avoir un kéro court ou un kéro long.
En effet si on a besoin de fabriquer une grande quantité de kérosène, dans ce cas, on coupe le naphta à 150 °C, dans le cas contraire, on fixe le point final de distillation à 180 °C et parfois même vers 185 à 190 °C.
Le naphta léger est envoyé au stockage comme base de mélange (ou blendstock en anglais) pour être utilisé plus tard dans la fabrication des carburants.
Le naphta lourd est envoyé ensuite en charge (feedstock) pour alimenter l'unité de « reformage catalytique »
Il faut signaler ici que les naphtas léger, lourd et total stabilisés peuvent également être envoyés en charge (liquide ou vapeur) au vapocraqueur.
Traitement de la coupe kérosène
Hydrotraitement
Selon les besoins du moment, le raffineur peut fixer le point initial de coupe du kérosène à 150 °C ou à 180 °C. Le point final de distillation de cette coupe est en général de 225 °C mais peut aussi aller jusqu'à 250 °C. Si cette coupe est issue d'un brut TBTS (Très Basse Teneur en Soufre), il est inutile de la traiter. Si elle est issue d'un brut contenant du soufre, on envoie cette coupe vers l'unité d'hydrotraitement afin d'enlever tout le soufre que celle-ci contient. Celui-ci, en présence d'hydrogène, va former de l’hydrogène sulfuré qui va être envoyé vers le réseau de gaz Riche en H2S et envoyé en charge d'une unité Claus (Sauvegarde de l'environnement).
Traitement d'adoucissement (ex : Merox Unit)
Un autre procédé pour éliminer les produits sulfurés contenus dans le kérosène est le traitement dans une unité d'adoucissement (sweetening) comme par exemple le MEROX, un procédé à la soude. Ce procédé n'est utilisé que pour des coupes contenant peu de produits sulfurés particulièrement des mercaptans. Dans ce procédé, contrairement à l'hydrotraitement, on n'élimine pas le soufre contenu dans la coupe mais on le rend complexe. En effet on transforme les mercaptans corrosifs en disulfures non corrosifs. Ceux-ci ne sont pas éliminés et restent dans la coupe mais ne présentent plus d'agressivité. Les MEROX extractifs, variante du procédé MEROX, permettent d'éliminer les disulfures formés.
Le kérosène, débarrassé de son soufre, est envoyé au stockage pour être utilisé dans la fabrication du JET A-1, carburant pour les avions.
Les spécifications techniques du JET A-1 sont assez sévères notamment du point de vue congélation, un peu moins au niveau de la teneur en soufre du produit. Les normes internationales pour le point de congélation du JET A-1 sont de -47 °C. En effet, à 11 000 mètres d'altitude, la température extérieure peut descendre jusqu'à -65 °C, et on imagine aisément les conséquences pour un avion si le carburant gelait dans les réservoirs !
Hydrodésulfuration des coupes gazole
Le gazole (léger ou moyen) issu de la distillation atmosphérique, s'il vient d'un brut TBTS est envoyé tel quel au stockage de produits intermédiaires qui vont servir aux différents mélanges.
Par contre, s'il est issu d'un brut sulfureux (MTS ou HTS), il doit passer comme charge à l'hydrodésulfuration pour le désulfurer. Comme dans l'hydrotraitement, l'hydrodésulfuration est un traitement à l'hydrogène en présence de catalyseur afin de transformer le soufre contenu dans le gazole en sulfure d'hydrogène (H2S) et ce gaz est envoyé dans une unité d'absorption aux amines. Dans celle-ci, l'H2S est lavé à la DEA dans un absorbeur. Le gaz lavé est envoyé au réseau fuel-gaz de la raffinerie, la DEA chargée en H2S est traité dans un régénérateur : elle y est distillée, l'H2S est récupéré en tête de colonne. Il est envoyé vers une "usine à soufre", basée sur le procédé Claus pour en faire du soufre liquide. Le durcissement de la législation concernant les rejets à l'atmosphère entraîne l'installation d'un traitement supplémentaire en aval des usines à soufre, les TGT (traitement des gaz de queue), qui approfondit encore la conversion de l'H2S et améliore la qualité des rejets.
Distillation sous-vide
En fond de colonne de distillation atmosphérique, il reste un résidu dont le point initial est de 380 °C (parfois le PI est de 390 à 400 °C). Comme il a été dit au départ, tout l'objectif du raffinage est dirigé vers la transformation, par des procédés divers, des composants hydrocarbonés à longues chaînes en des composants à chaînes courtes contenant un nombre de carbone, si possible, dans les environs de C8 - C10. Ceci pour avoir le maximum de fractions légères à hautes valeurs commerciales.
Aux États Unis, la plupart des raffineries ont cet objectif, fabriquer le maximum d'essence et de Jet A1, car les besoins du marché américain de ces deux produits sont énormes.
C'est ainsi que la distillation sous vide est une première étape tendant à aller vers cet objectif.
Le résidu atmosphérique est envoyé comme charge à l'entrée de la colonne sous vide. En effet, tous les composants hydrocarbonés qui ne peuvent être soutirés dans la colonne atmosphérique, sans subir un phénomène de craquage thermique, à cause de leur point d'ébullition trop élevé à la pression atmosphérique, sont distillés ici sous un vide relatif. La colonne sous vide est constituée seulement de 8 à 20 plateaux ou de garnissage (ou une alternance des deux), fonctionnant sous une pression de l'ordre de 40 mm de Hg (mercure) (la pression atmosphérique est égale à 760 mm de Hg).
Ici la vaporisation de la charge est favorisée par une injection de vapeur d'eau et le vide est réalisé à l'aide d'une série d'éjecteurs à vapeur.
Donc, on peut soutirer à la sortie de la colonne sous vide du:
- Gazole sous-vide,
- Distillat léger sous-vide,
- Distillat lourd sous-vide,
- Résidu sous-vide.
Les deux premières fractions peuvent servir de compléments dans les différents mélanges de produits finis, mais aussi comme charges pour une unité de craquage catalytique (ex. : le FCC (Fluid Catalytic Cracking)). Quant au résidu sous-vide il va servir de charge au viscoréducteur. Ici il faut signaler aussi qu'on peut envoyer également le résidu atmosphérique comme charge de viscoréducteur si celui-ci est trop visqueux.
Conversion
Alkylation
L'alkylation est une opération qui fait la synthèse des paraffines ramifiés à partir de l'isobutane et d'oléfines légères pour avoir des composants de carburants à haut indice d'octane. C'est l'opération inverse d'un craquage. La réaction est faite en phase liquide en présence d'un catalyseur qui peut être de l'acide sulfurique (H2SO4) ou de l'acide fluorhydrique (FH). Le composé obtenu est désigné sous le nom d'alkylat dans le jargon pétrolier et qui entre dans la composition des essences.
Isomérisation
L'isomérisation est une opération qui permet de transformer une paraffine linéaire en paraffine isomérée dans le but d'augmenter son indice d'octane. La charge d'une unité d'isomérisation est le naphta léger (C5-C6). Le composé obtenu est désigné sous le nom d'isomérat dans le jargon pétrolier, et qui entre dans la composition des essences.
Voir l'article de fond sur les réactions chimiques de l'isomérisation : Isomérie
Reformage catalytique
Le reformage catalytique a pour objectif de transformer les constituants naphténiques en constituants aromatiques à haut indice d'octane servant de base au mélange des essences. L'unité de reformage est constituée essentiellement d'une série de trois réacteurs contenant du catalyseur et un fractionnateur servant à séparer les différents produits à la sortie des réacteurs. Ce catalyseur est très sensible à la présence de produits sulfurés et azotés, aussi la charge de reformage doit être exempte de soufre, d'azote et de leurs dérivés.
La réaction se passe sous basse pression (<10 bar) et à haute température de l'ordre de 550 °C[1] avec production d'hydrogène venant des molécules naphténiques. C'est une réaction endothermique. En effet, les liaisons dans les molécules naphténiques s'ouvrent et libèrent de l'hydrogène et ces molécules donnent naissance à des molécules aromatiques dont le chef de file est le benzène. Le benzène est un hydrocarbure aromatique qui se présente sous la forme d'un hexagone ayant 3 doubles liaisons dont la formule chimique est C6H6.
 Réaction de déshydrogénation
Réaction de déshydrogénationDans l'unité c'est par déshydrogénation partielle du cyclohexane (C6H12) que l'on obtient du benzène. Ci-contre la représentation de la réaction générale de déshydrogénation dans les réacteurs en présence de catalyseur.
La charge de l'unité peut venir de différentes unités telles que le naphta lourd de la distillation atmosphérique après passage à l'hydrotraitement ou bien de l'hydrocracker.
À la sortie du fractionnateur on trouve les produits suivants :
- Hydrogène
- Fuel gaz
- Coupe Propane/Butane
- Coupe pentane
- Reformat, qui entre dans la composition des essences
L'hydrogène est utilisé pour l'hydrotraitement et l'hydrodésulfuration, Le fuel gaz est envoyé au réseau fuel gaz, La coupe C3/C4 est envoyée en charge vers le gas plant, La coupe pentane ainsi que le reformat sont envoyés au stockage pour servir de base aux mélanges de carburants.
Craquage catalytique en lit fluide
Article principal : Craquage catalytique.Le craquage catalytique en lit fluide est un procédé de raffinage qui a pour but de transformer, en présence d'un catalyseur, les coupes lourdes à longues chaînes d'hydrocarbones en coupes légères pour être utilisées dans la fabrication du carburant. Comme toujours, l'objectif est d'avoir le maximum de produits à haute valeur marchande.
En présence du catalyseur, à haute température (450 à 550 °C) et à pression atmosphérique, on casse les grosses molécules hydrocarbonées pour avoir de petites molécules ayant un indice d'octane élevé.
Les premiers catalyseurs étaient constitués par des silices-aluminés dont le caractère acide active la rupture des liaisons entre les atomes de carbone. Ces catalyseurs ont été améliorés par l'incorporation des tamis moléculaires et de terres rares. Ainsi les opérations de craquage peuvent être conduites à des températures moins élevées sous pression normale. Les dépôts de coke constituent un problème technologique principal à résoudre car il impose une régénération permanente du catalyseur.
Le procédé industriel souvent utilisé, vient des États-Unis, c'est le FCC (Fluid Catalytic Cracking 1). Il est basé sur l'utilisation d'un lit fluide de catalyseur. Le catalyseur, d'une grosseur de quelque 50 micromètres environ, est en suspension dans la charge, laquelle, après préchauffage, est injectée dans le réacteur sous forme gazeuse.
Les effluents, débarrassés des entraînements de catalyseurs au moyen d'un «cyclone», sont envoyés dans le fractionnateur. Ici dans ce procédé, le catalyseur s'écoule de manière continue, vers le régénérateur dans lequel est soufflé l'air de combustion, puis retourne au réacteur. C'est pour cette raison qu'on appelle Fluid Catalytic Cracking
Les charges qui alimentent le FCC viennent de la distillation sous vide, ce sont les distillats léger et lourd sous-vide. Après passage des charges dans les réacteurs, l'ensemble des produits issus passe dans un fractionnateur et à la sortie on peut recueillir les produits suivants :
- Le fuel gaz qui est dirigé vers le réseau fuel gaz,
- la coupe C3/C4 qui sera traitée au gaz plant, cette coupe contient beaucoup d'oléfines tels que les butènes.
- l'essence totale de FCC qui, après désulfuration, sera utilisée dans la fabrication des carburants,
- le gazole léger de FCC sera utilisé pour fabriquer le gazole moteur ou le gazole de chauffage,
- le gazole lourd de FCC sera utilisé dans la fabrication du fioul.
(1) Nom déposé, donc non traduisible en français
À partir des gaz de craquage qui contiennent beaucoup d'oléfines, on peut, par alkylation (polymérisation), réaliser la synthèse d'essences à haut indice d'octane.
Hydrocraquage
L'hydrocraquage est un procédé permettant de convertir des Distillats lourds de pétrole en coupes légères à haute valeur marchande. Ce procédé est mis en œuvre sous une forte température de l'ordre 250 à 450 °C et une forte pression d'hydrogène (entre 50 et 150 bars), en présence d'un catalyseur en lit fixe.
À cette température, il y a craquage des molécules longues et apparition des molécules oléfiniques. Mais en présence d'hydrogène sous haute pression, il y a hydrogénation partielle de ces oléfines et aussi des aromatiques formés. Des intermédiaires lourds sont à l'origine de la formation du coke. Il faut signaler également qu'avec ce procédé, la consommation d'hydrogène est assez importante, de l'ordre de 200 à 700 m³ d'H2/m3 de charge.
Le procédé industriel souvent utilisé vient des États-Unis, c'est l'hydrocraqueur de Chevron.
Les charges utilisées dans ce procédé sont des distillats légers et lourds sous-vide ainsi que du distillat lourd de viscoréducteur.
Différences entre craquage catalytique en lit fluide et hydrocraquage.
Le craquage catalytique en lit fluide retire du carbone à la charge craquée et donne principalement des essences et des oléfines (propylène, butylène) qui intéressent la chimie. L'hydrocraquage ajoute de l'hydrogène à la charge craquée tout en la désulfurant et donne principalement du gazoil pour les moteurs diesel et du kerozene pour les avions.
L'hydrocraqueur émet des gaz à effet de serre indirectement lors de la fabrication d'hydrogène à partir de gaz naturel dans un Steam Methane Reforming. Le craquage catalytique en lit fluide émet des gaz à effet de serre lors de la régénération du catalyseur par combustion du coke déposé sur ce dernier.
Le craquage catalytique en lit fluide utilise un catalyseur en lit circulant alors que l'hydrocraqueur travaille en lit fixe.
L'hydrocraqueur doit être arrêté pour renouveler le catalyseur contrairement au craquage catalytique en lit fluide.
Contrairement à l'hydrocraqueur, le mode d'utilisation d'un catalyseur en lit circulant dans le Craquage catalytique permet à ce catalyseur d'être régénéré et permet au craquage catalytique en lit fluide de faire de la conversion profonde en valorisant des résidus atmosphériques, nom donné au fond de tour non vaporisé des distillations atmosphériques.
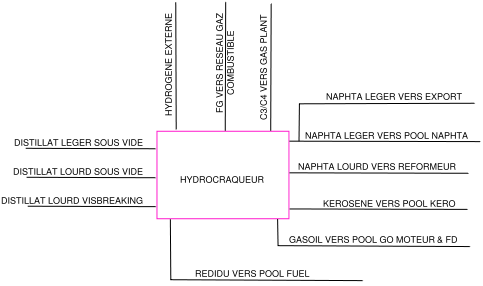
Les effluents issus de l'unité et après fractionnement sont :
- le fuel gaz dirigé vers le réseau de gaz combustible,
- la coupe C3/C4 ; cette coupe contient une bonne quantité d'oléfines (du butadiène et des butènes),
- le naphta léger servant aux mélanges de carburants,
- le naphta lourd utilisé comme charge de reformeur,
- le kérosène pour pool kéro,
- le gazole pour pool gazole,
- le résidu pour pool fioul.
Viscoréduction
Comme toujours, ici on cherche à transformer les résidus en coupes légères pour avoir une meilleure valorisation. Afin de réduire la viscosité des coupes lourdes et des résidus visqueux, on utilise un procédé appelé viscoréduction (visbreaking) qui a pour but de transformer en partie les produits lourds en produits légers et en même temps réduire la viscosité du résidu. En effet, c'est un "craquage thermique" de résidu atmosphérique ou sous-vide, à sévérité, en général, modérée. Les divers procédés de visbreaking opèrent en phase liquide entre 450 °C et 500 °C sous une pression comprise entre 5 et 20 bars.
Les charges qui alimentent cette unité de raffinage viennent des distillations atmosphérique et sous-vide et du craquage catalytique, ce sont :
- le résidu atmosphérique,
- le résidu sous-vide,
- le gazole lourd de FCC.
À la sortie de l'unité, on trouve toute une gamme de produits suivants :
- le fuel gaz (est envoyé au réseau fuel gaz)
- la coupe C3/C4 (est dirigée vers la gaz plant)
- l'essence sauvage de visbreaking (est dirigée vers le HDT (hydrotraitement))
- le distillat léger de visbreaking (est envoyé à l'hydrodésulfuration)
- le distillat lourd de visbreaking (est envoyé en charge vers l'hydrocraqueur)
- le résidu de visbreaking (est envoyé au pool de fioul ou de bitume).
Soufflage des bitumes
Le bitume est un produit qui adhère à la majorité des matériaux usuels : pierre, béton, bois, ciment, métal, verre, etc. C'est un excellent isolant thermique, diélectrique et phonique et c'est un liant. Le bitume se présente sous une forme visqueuse, en fait plus ou moins viscoélastique de couleur noire. Il est composé d'un mélange d'hydrocarbures de poids moléculaire élevé, qui appartiennent aux trois groupes suivants :
- paraffiniques,
- naphténiques,
- aromatiques.
En général, le bitume est constitué de 80 à 85% de carbone et de 10 à 15% d'hydrogène. Il est formé de deux parties dont l'un est insoluble (les asphaltènes) et l'autre soluble (les maltènes).
Le bitume se présente comme un système colloïdal. Mais s'il y a suffisamment de molécules aromatiques dans la partie maltènes, les asphaltènes peuvent alors être floculés. Ce système peut être considéré comme un "gel" qui confère au bitume ses propriétés élastiques. C'est en particulier le cas des bitumes dits "soufflés" ou "oxydés".
Le bitume sorti tel quel des unités de raffinage est trop mou pour être utilisé pour les revêtements routiers. Aussi pour le rendre plus dur, on procède à son soufflage. Le procédé est ni plus ni moins une déshydrogénation partielle et une polymérisation du bitume avec l'oxygène de l'air.
En effet, en faisant passer l'air à travers le bitume sous haute température (240 à 260 °C), il y a déshydrogénation partielle et l'oxygène contenu dans l'air soufflé forme des ponts oxygène avec les chaînes hydrocarbonées et il se forme des réseaux tridimensionnels par polymérisation. La réaction est plus ou moins exothermique et la température dans la tour de soufflage ne dépasse jamais 300 °C sous peine d'apparition du phénomène de "craquage". La dureté du bitume obtenue peut être contrôlée par le temps de passage de l'air, car plus il y a de ponts oxygène plus dur est le bitume.
C'est ainsi qu'on obtient des bitumes plus ou moins durs selon les besoins du marché. La dureté du bitume est définie par leur pénétrabilité (1) minimale et maximale. Plus les valeurs de pénétrabilité sont petites, plus dur est le bitume. Les spécifications officielles prévoient 5 qualités :
- 20/30 la plus dure,
- 40/50,
- 60/70,
- 80/100,
- 180/220
Ces bitumes sont surtout utilisés dans la construction et l'entretien des chaussées, dans les travaux hydrauliques, et dans l'industrie (papeterie, étanchéité).
(1) La "pénétrabilité" est définie et s'exprime par la profondeur en 1/10 mm à laquelle pénètre une aiguille verticale dans un échantillon de matière sous des conditions opératoires bien définies de :
-
- charge = 100 gr,
- temps = 5 secondes,
- température = 25 °C.
Les bruts à bitume sont des bruts lourds venant du Venezuela (Boscan, Bachaquero, Lagunillas et Tia Juana) ou du Moyen Orient (Safaniya (ou Arabe lourd) et Kuwait).
Unités annexes
Gas plant
Afin de séparer le propane du butane et du fuel gaz, toutes les coupes C3/C4 venant des autres unités de traitement passent par le gaz plant. Le gaz plant est tout simplement un fractionnateur. Les charges peuvent venir du :
- Reformeur catalytique,
- Naphta stabilisateur,
- Fluid catalytic cracking (FCC),
- Viscoréducteur,
- Hydrocraqueur,
- Craqueur à la vapeur.
A la sortie du gaz plant on se retrouve avec du :
- fuel gaz (qui est envoyé au réseau fuel gaz),
- propane (qui est envoyé au stockage),
- butane (qui est envoyé au stockage et qui va servir partiellement au mélange de carburants).
Pour éliminer les mercaptans contenus dans les gaz de pétrole liquéfiés (GPL), on se sert des tamis moléculaires qui sont ensuite régénérés, par passage à contre courant, sur de l'hydrogène chauffé.
Traitement aux amines
Pour l'épuration des gaz de raffinerie, afin d'enlever les composés sulfurés (à l'origine des mauvaises odeurs) et en particulier l'H2S, toxique, on fait subir à ces gaz un traitement aux amines. Le procédé est basé sur l'absorption chimique de l'hydrogène sulfuré dans une solution aqueuse contenant de la diéthanolamine. Ensuite, par chauffage, on élimine l'hydrogène sulfuré et on régénère ainsi la solution aqueuse active qu'on réinjecte dans l'absorbeur.
Ce procédé est également utilisé pour purifier l'hydrogène de recycle des unités d'hydrotraitement en augmenter ainsi la pression partielle d'hydrogène.
Les unités de mélanges
Les mélanges
Les produits intermédiaires issus des unités de raffinage sont rarement des produits commerciaux (sauf les naphtas et quelques autres produits) et ne peuvent pas être vendus tels quels. Pour être commercialisables, ceux-ci sont mélangés dans des proportions variables selon les spécifications techniques des produits finis. Ces spécifications techniques peuvent être des spécifications nationales ou internationales et obéissent à des définitions précises basées sur des normes (ASTM, NF et IP).
Pour les spécifications nationales, (tout au moins en France) celles-ci sont édictées par le Ministère des Finances et la Direction des Carburants (Ministère de l'Industrie) du pays, tandis que les spécifications internationales sont soumises à des normes édictées par les organisations internationales. Quant aux produits utilisés par l'armée, l'armée de chaque pays a ses propres exigences.
C'est ainsi que pour certains pays, on n'utilise que des carburants sans plomb tandis que pour d'autres pays on continue à mettre du plomb tétraéthyl (PTE). Il en est de même pour les autres produits, gazole sans soufre, ou avec peu de soufre.
En raffinerie, pour faire des mélanges, on utilise des appareils doseurs avec contrôle automatique dont on affiche pour chaque produit entrant dans la composition finale, les pourcentages fixés à l'avance. Une fois que le mélange est fait, on procède à une analyse au laboratoire afin de coller au plus près aux spécifications attendues. Très souvent, afin d'économiser les constituants et/ou les additifs, ces spécifications sont respectées mais avec des propriétés légèrement inférieures aux normes.
A la sortie des unités de mélanges, on trouve toute une gamme de produits commercialisables dont les principaux produits sont les suivants :
- du propane,
- du butane,
- du naphta léger,
- du naphta lourd,
- de l'essence aviation,
- du carburant auto,
- du supercarburant,
- du kérosène,
- du jet A1,
- du gazole moteur,
- du gazole de chauffage,
- du gazole marine,
- du fioul BTS,
- du fioul MTS,
- du fioul HTS,
- du bitume de différentes duretés
il existe aussi du fuel gaz et du fioul combustible utilisés par la raffinerie elle-même.
Les proportions produites pour 1 baril (158,97 l) sont les suivantes :[réf. nécessaire]
Produits Quantités en litres Carburants 73,8 Gazole et mazout léger (fioul domestique) 34,8 Kérosène (carburéacteur pour l'aviation) 15,8 Mazout lourd 8,7 Gaz de pétrole du raffinage 7,2 Autres gaz (éthane, propane, butane) 7,2 Coke 6,8 Asphalte 4,9 Bases pour la pétrochimie 4,5 Lubrifiants 1,9 Kérosène (ou pétrole lampant) 0,7 Autres (cires, graisses) 1,1 Les lubrifiants
A côté de ces produits cités, il faut signaler également l'existence d'une classe de produits très profitables pour le raffineur : c'est la classe des lubrifiants. Les lubrifiants ont pour rôle essentiel de réduire le frottement entre deux corps métalliques, mais leurs fonctions s'étendent bien plus :
- Réduire les frottements,
- Combattre l'usure prématurée des organes et des pièces en mouvement dans les machines,
- Participer à l'équilibre thermique en absorbant une partie des calories produites,
- Contribuer, par leur fluidité, à l'étanchéité aux gaz et aux liquides,
- Eliminer les impuretés produites par les machines permettant de prolonger la vie de celles-ci.
Pour obtenir des huiles de base à partir desquelles on fabrique des huiles finies pour moteurs, on prend le résidu atmosphérique qu'on passe à la distillation sous-vide. Puis on fait subir toute une série de traitements comme suit :
- distillation sous-vide → résidu sous-vide,
- désasphaltage au propane,
- traitement au furfurol (ou autre solvant sélectif) pour extraire les aromatiques,
- traitement au méthyl-éthyl-cétone (MEK) (ou autre solvant sélectif) pour extraire les paraffines et les cires,
- traitements finisseurs :
- hydrofinissage,
- clarification des huiles,
- stabilisation des huiles.
A ces huiles de base on ajoute des additifs divers pour fabriquer des huiles finies pour moteurs. Ici l'ajout d'additifs ne sert pas d'arguments de publicité ou de vente, mais répond à des besoins de fonctions précises pendant l'utilisation des huiles. Il faut donc garder dans l'esprit qu'ici, exceptionnellement, les additifs répondent à des besoins réels de performance. Ces ajouts sont les résultats de longues recherches en laboratoire.
Sans entrer dans les détails, il faut savoir qu'il y a trois grandes classes de lubrifiants :
- huiles et graisses pour moteurs à explosion,
- huiles et graisses pour l'industrie,
- huiles et graisses marine.
C'est grâce aux lubrifiants qu'une marque peut se distinguer d'une autre marque et attirer des clients nouveaux. Ainsi c'est par cette voie qu'une marque peut bâtir sa réputation et garder des clients fidèles malgré la concurrence.
Les spécifications techniques des produits
Les produits, une fois mélangés à partir des bases (ou blendstocks), sont commercialisables. Mais ceux-ci doivent avoir des spécifications techniques (physiques et chimiques) correspondant aux normes édictées par la Loi, ou encore par la profession elle-même. Pour certains produits, afin de garder une bonne image de marque de ces produits, la compagnie pétrolière elle-même peut fabriquer des produits dépassant quelques peu les normes édictées, en ajoutant différents additifs supplémentaires.
Il est donc normal que chaque produit commercialisable ait des caractéristiques physiques et chimiques qui lui sont propres. Mais dans la fabrication des produits, le raffineur se trouve dans l'impossibilité de respecter, à la lettre, ces caractéristiques. Aussi, au lieu de fixer des valeurs pour celles-ci, on crée des limites minimales et maximales pour chacune de ces caractéristiques.
Comme l'industrie du pétrole est, pour tous les pays, sans aucune exception, une manne financière énorme, ici comme ailleurs, on crée plusieurs étapes dans les spécifications afin de pouvoir mettre des taxes et impôts de toutes les sortes.
En France, en premier lieu, on considère que tout produit pétrolier est un produit d'importation. Donc il y a une première catégorie de spécifications qu'on appelle "spécifications douanières.". Ensuite il y a toute une série d'autres spécifications dont la liste complète suit :
- Spécifications douanières,
- Spécifications administratives,
- Spécifications intersyndicales,
- Spécifications internes,
- Spécifications particulières.
Sans vouloir entrer trop dans les détails de ces spécifications qui n'intéressent que les spécialistes concernés, disons que les deux premières catégories permettent à l'état de prélever toute une série de taxes et d'impôts, la troisième catégorie concerne la profession elle-même, la quatrième est faite pour l'image de marque de la compagnie pétrolière elle-même et la dernière permet aux compagnies de soigner particulièrement leurs gros clients.
Il faut signaler également que pour les produits livrés à l'armée du pays, celle-ci peut définir (et exiger) des spécifications particulières.
On voit qu'il n'existe pas, pour un produit pétrolier quelconque, une seule série de spécifications, mais toute une gamme de caractéristiques techniques.
Afin de déterminer les valeurs de ces caractéristiques et faire des contrôles de qualités des produits avant leurs mises sur le marché, chaque raffinerie possède un laboratoire d'analyse. Celui-ci suit, dans toutes les phases de fabrication des produits, l'évolution et/ou les changements dans les caractéristiques. En bout de chaîne, et avant que le produit commercialisable soit mis sur le marché, c'est au laboratoire d'analyse que revient la responsabilité de donner ou non le feu vert dans cette mise sur le marché.
C'est le laboratoire qui délivre en fin de compte le certificat de conformité du produit avant sa mise sur le marché. En cas de contestation de la part de la clientèle, c'est encore le laboratoire qui va jouer le rôle d'expert en concordance avec celui du client, qui, en général, est un laboratoire indépendant.
Concernant la procédure de contrôle des caractéristiques, les laboratoires doivent suivre des normes bien précises, élaborées par des agréments nationaux (ou internationaux), telles que :
- ASTM (American Society for Testing Materials)
- NF (Normes Françaises)
- IP (Institute of Petroleum)
Nous allons donner ci-après, pour exemple, quelques caractéristiques principales :
- Densité15/4 (specific gravity60°F/60°F) : c'est le rapport de la masse volumique (le rapport masse sur volume) du produit à 15 °C par rapport à celle de l'eau mesurée à 4 °C. En effet, à 4 °C, la masse volumique de l'eau pure est égale à 1, c’est-à-dire que 1 litre d'eau à cette température pèse 1 kg tout rond. Limites MINIMALE et MAXIMALE. C'est une caractéristique importante et elle est déterminée pour tous les produits vendables.
- Teneur en soufre (sulfur content) (exprimée en % massique); comme il a été dit à plusieurs reprises, le soufre et ses composés sont très corrosifs et corrodent les métaux dans les circuits d'alimentation des carburants. Il est donc partout prohibé. Aussi c'est une caractéristique importante à déterminer. En toute logique, pour chaque produit on met une limite MAXIMALE de soufre.
- Indice d'octane NOR (octane number (RON)); cette caractéristique détermine la qualité d'un carburant automobile. Ici la limite est une limite MINIMALE.
- Distillation (distillation) : c'est une caractéristique à déterminer afin de connaître le comportement d'un produit sous l'aspect "carburation".
Pour cela, on distille le produit à la pression normale et en recueillant les volumes distillés à chaque température spécifique (avant 70 °C, avant 140 °C et avant 195 °C), on détermine la qualité du produit :
-
- le point 10% distillés avant 70 °C caractérise la facilité du démarrage à froid.
- le point 50% distillés avant 140 °C caractérise la souplesse dans les reprises, car ce point indique une bonne rapidité dans l'évaporation de l'essence.
- la point 95% distillés avant 195 °C veut dire que le carburant ne contient pas trop de produits lourds néfastes au moteur (risque de formation de coke) et donne au moteur une plus grande longévité.
- Viscosité (viscosity) : c'est la résistance qu'opposent, les molécules d'un liquide quelconque, à une force tendant à les déplacer. La viscosité d'un corps diminue quand la température augmente, par conséquent, la viscosité doit, toujours être donnée, avec une température. Sans celle-ci, sa valeur n'a aucune signification. Dans la pratique, on détermine la viscosité cinématique en cSt à 20 °C (fioul domestique), à 40 °C (gazoles) à 50 °C et à 100 °C (fiouls lourds). Il existe deux viscosités :
- la viscosité dynamique absolue, exprimée en poise,
- la viscosité cinématique qui s'exprime en stokes, mais le plus souvent en centiStokes (cSt). La limite peut être MINIMALE ou MAXIMALE ou les deux. Les valeurs peuvent être données dans différentes unités pratiques :
-
-
- centiStokes (cSt)
- degrés Engler (°E)
- secondes Redwood
- Saybolt Furol
- Saybolt Universal
- mm²/s
-
- Indice de cétane (cetane index) : cet indice est comparable à l'indice d'octane pour les essences, mais ici on mesure l'aptitude à l'inflammation rapide du produit (gazoles). Il se mesure avec un moteur analogue au moteur CFR. La mesure se fait par comparaison avec un mélange de référence de cétane (celui-ci s'enflamme très bien) et d'alpha-méthyl-naphtalène qui ne s'enflamme pas spontanément. Pour cette caractéristique, la limite est MINIMALE.
- Point éclair (flash point) : c'est la température à laquelle les vapeurs libérées par le produit explosent lors de l'application d'une flamme. La limite est MINIMALE.
- Point de congélation (freezing point) : c'est une caractéristique importante pour le Jet Fuel, c'est la température en °C mesurée au moment où les premiers cristaux apparaissent. La limite est MAXIMALE.
- Point d'écoulement (pour point) : il est déterminé par la plus basse température à laquelle, dans les "conditions normalisées " un liquide conserve une fluidité suffisante. La limite est MINIMALE.
- Point de trouble (cloud point) : c'est la température à laquelle, le produit donne un aspect trouble, quand on le refroidit dans des conditions normalisées. La limite est MAXIMALE.
- Température limite de filtrabilité (TLF) est la température à laquelle, par diminution de la température du produit, celui-ci ne parvient plus à traverser un filtre dont les caractéristiques sont définies par des normes fixées à l'avance, en étant aspiré par une dépression contrôlée. La limite est MAXIMALE.
Ces caractéristiques sont importantes, mais il en existe d'autres telles que la corrosion sur une lame de cuivre pour les carburants, la teneur en mercaptans (ou RSH) pour le Jet Fuel, le PONA (% en volume de Paraffines, Oléfines, Naphtènes et Aromatiques) pour le naphta lourd, la pénétrabilité, le point d'écoulement, la température de ramollissement (bille-anneau) pour les bitumes, la teneur en sédiments, en cendres, en métaux lourds...
Seul le laboratoire d'analyse de la raffinerie est responsable des analyses et de ses résultats.
Le parc de stockage
Article détaillé : Stockage du pétrole et du gaz.D'une manière générale, là où il y a du pétrole, il y a toujours un parc de stockage. En effet, on trouve du stockage aux lieux de production, aux terminaux pétroliers, au départ et à l'arrivée des gazoducs et des oléoducs et donc dans les raffineries.
Il existe toujours un parc de stockage dans chaque raffinerie. Selon la complexité de la raffinerie, le nombre de bacs de stockage varie. Pour chacune des charges, pour chacun des produits intermédiaires et finis, on a toute une série de bacs de différentes tailles. En plus pour certains produits à retraiter on a des bacs de slop ou des bacs de contaminats.
Les bacs sont de deux sortes : les bacs à toit flottant et ceux à toit fixe. Chez les premiers, le toit flotte et suit le niveau du produit, tandis que chez les derniers, le toit est fixe.
Comme le propane et le butane sont des gaz liquéfiés sous pression, on les met dans des cigares pour le propane et des sphères pour le butane.
Quant aux bruts, il existe des bacs pour bruts BTS et des bacs pour bruts HTS. En effet, les bruts à basse teneur en soufre sont plus chers à l'achat et les produits issus de ceux-ci sont plus chers aussi à la vente. Le nombre de bacs de bruts dépend de la capacité de traitement de la raffinerie. En général, par décantation, les bruts laissent toujours un dépôt visqueux (appelé "slop") au fond des bacs qu'il faut purger de temps en temps.
Afin d'économiser la construction des bacs, on peut aussi utiliser certains bacs pour mettre deux produits intermédiaires différents, mais néanmoins assez proches au point de vue caractéristiques.
Pour les produits finis, selon les besoins du marché, le nombre de bacs est élevé pour certains produits et faible pour certains autres.
 Parc de stockage de la raffinerie MiRO à Karlsruhe, en Allemagne, avec des réservoirs de forme différente pour les produits pétroliers gazeux (gaz de pétrole liquéfié), liquides (essence ou fioul) et solides (coke de pétrole).
Parc de stockage de la raffinerie MiRO à Karlsruhe, en Allemagne, avec des réservoirs de forme différente pour les produits pétroliers gazeux (gaz de pétrole liquéfié), liquides (essence ou fioul) et solides (coke de pétrole).En dehors de la raffinerie, si la configuration du terrain est favorable, existence des couches souterraines imperméables, on creuse des cavités dans le sous-sol pour y stocker des produits pétroliers. C'est ainsi que la société Géostock possède beaucoup de ces cavités qu'elle loue aux raffineurs et autres utilisateurs indépendants. Mais les raffineurs eux-mêmes ont des participations dans le capital de Géostock.
Pour avoir des cavités souterraines, on cherche des formations salifères, on creuse à la profondeur voulue, puis on procède au lessivage. Pour cela, un tubage est installé avec deux tubes concentriques, le tube extérieur doit se trouver au sommet du dôme de sel et le tube intérieur doit se trouver à la base. On injecte de l'eau douce et on évacue la saumure, on continue cette opération jusqu'à ce que les dimensions de la cavité atteignent le volume désiré.
Ensuite, on remplace ce tubage par un tubage d'exploitation et on injecte le produit à stocker sous pression. D'autres cavités que les cavités salifères peuvent être utilisées, du moment que le sous-sol s'y prête : galeries excavées, mines désaffectées.
C'est ainsi qu'on trouve, en France, des stockages d'éthylène à Viriat près de Lyon, à Manosque pour le stockage de bruts, à Petit-Couronne pour les C3/C4, à Lavera pour les GPL, à Tersanne pour le gaz naturel et à May-sur-Orne près de Caen.
Le stockage souterrain a plusieurs avantages :
- Discrétion,
- Sécurité incendie,
- Protection de l'environnement,
- Esthétique,
- Économie d'investissements,
- Rentabilité face à la distorsion des demandes saisonnières,
- Stocks de réserves commodes.
Les moyens de réception et d'expédition
Afin de pouvoir réceptionner les bruts à traiter et certains produits à retraiter, et d'expédier les produits fabriqués vers les lieux de consommation, il est toujours prévu des moyens de réception et d'expédition dans une raffinerie.
Ces moyens sont nombreux et variables dépendant de la localisation de la raffinerie. Si celle-ci se trouve en bord de mer, c'est surtout par voie maritime que les bruts arrivent et que les produits sont expédiés. Si elle se trouve près d'un fleuve navigable par des barges et des petits tankers, c'est ce moyen qui est utilisé. Par contre si la raffinerie se trouve à l'intérieur des terres, on peut envisager différentes modes de réception et d'expédition : par fer, par camions citerne, par oléoduc.
C'est ainsi que la raffinerie de Grandpuits est alimentée en bruts par l'oléoduc Le Havre-Grandpuits, et l'expédition des produits se fait par barges, par fer et par camions citerne. Il en est de même pour la raffinerie de Feyzin qui est alimentée par l'oléoduc Sud-Européen SPSE. Par contre à Lavéra, la raffinerie est alimentée à partir du stockage du terminal pétrolier à travers un petit oléoduc. Il en est de même pour la raffinerie de Yanbu et celle d'Aramco à Dahran en Arabie Saoudite.
En région parisienne, la petite production de brut à Chailly-en-Bière est acheminée à Grandpuits par camions citerne. Pour la réception aussi bien que pour l'expédition, tous les moyens de transport sont munis de compteurs et après comptage, les volumes reçus ou expédiés sont ramenés à la densité normale (D15/4) pour être comptabilisés.
Notes et références
Annexes
Articles connexes
Liens externes
- Union Française des Industries Pétrolières (UFIP) ), site du syndicat professionnel représentant l'ensemble des activités pétrolières exercées sur le territoire français métropolitain
- Un site explicatif mis en place par Total pour informer sur les énergies fossiles et plus particulièrement sur le pétrole
- Vidéo de production chimique sur la mer Caspienne en Russie
- Géolocalisation des raffineries dans le monde sur le site Europétrole
- Géolocalisation des raffineries en France sur le site Europétrole





Wikimedia Foundation. 2010.