- Soudés
-
Soudage
Le soudage est un moyen d'assemblage permanent (voir aussi l'article théorie du soudage). Il a pour objet d'assurer la continuité de la matière à assembler. Dans le cas des métaux, cette continuité est réalisée à l'échelle de l'édifice atomique. En dehors du cas idéal où les forces inter-atomiques et la diffusion assurent lentement le soudage des pièces métalliques mises entièrement en contact suivant des surfaces parfaitement compatibles et exemptes de toute pollution, il est nécessaire de faire intervenir une énergie d'activation pour réaliser rapidement la continuité recherchée.
L'opération peut être appliquée aux métaux ainsi qu'aux thermoplastiques (voir Soudage plastique) et au bois (voir Soudage du bois). Le soudage permet d'obtenir une continuité de la nature des matériaux assemblés : matériau métallique, matière plastique, etc.. De ce fait, les techniques d'assemblage mécaniques (rivetage, boulonnage, agrafage...) ou par adhésion (collage), ainsi que les techniques de brasage ne répondent pas à la définition du soudage.
Le soudeur à l'arc, au MIG ou au TIG doit être totalement protégé (Masque, Gant), la lumière produite lors de l'arc étant tellement intense qu'elle provoque des brûlures de la peau et de la rétine. La lumière bleue produite par l'arc est aussi puissante que la lumière du soleil et provoque des effets similaires sur le corps humain (coup de soleil, brûlure de la rétine). Cependant, la peau et la rétine se régénèrent : douleur et marque disparaissent rapidement.
Procédés de soudage de pièces métalliques
Brasage à la lampe à souder
 Lampe à souder : l'acétylène était autrefois fabriqué par l'action de l'eau sur des pierres à carbure de calcium
Lampe à souder : l'acétylène était autrefois fabriqué par l'action de l'eau sur des pierres à carbure de calcium
Utilisé avec le plomb : Ce métal ayant un point de fusion assez bas, les apports successifs de métal sont chaque fois refroidis par passage d'un chiffon humide. Cette méthode ancienne exige beaucoup de doigté, la moindre surchauffe provoquant l'effondrement de l'objet à souder.
Soudage oxyacétylénique ou soudage oxy-gaz
(procédé 311 selon l'ISO 4063) L'énergie thermique est générée par la combustion du mélange oxygène-acétylène. Le métal d'apport est en général amené sous forme de baguette. Le chalumeau présenté sur la photo fonctionne à l'essence et non à l'acétylène.
Soudage aluminothermique
(procédé 71 selon l'ISO4063) Utilisé pour la réparation de pièces massives telles que les rails de chemin de fer, est une méthode de soudage chimique : le joint à réaliser est emprisonné dans une forme, que l'on remplit d'un mélange pulvérulent à base d'aluminium et d'oxyde de fer. Les pièces à souder sont chauffées au rouge et le mélange est ensuite enflammé : la réduction de l'oxyde de fer par l'aluminium provoque la fusion et l'alumine produite est expulsée vers le haut par décantation.
Article détaillé : Aluminothermie.Soudage électrique par résistance
(ou par points, ou à la molette, ou PSE, ou PSR procédé 2 selon l'ISO 4063)
Le soudage est réalisé par la combinaison d'une forte intensité électrique et d'une pression ponctuelle. Ce procédé ne nécessite pas d'apport extérieur. L'intensité électrique chauffe la matière jusqu'à la fusion. La pression maintient le contact entre l'électrode et l'assemblage. Pour souder, une pince plaque l'assemblage avec des embouts, ou des électrodes en cuivre, matière bonne conductrice de l'électricité et de la chaleur, ce qui permet de moins chauffer la zone de contact avec cette pince et d'en éviter la fusion, qui se trouve limitée à la zone de contact entre les deux feuilles à souder. Cette technique est donc dépendante de la résistivité (résistance électrique) des matières, de l'épaisseur totale de l'assemblage et du diamètre des électrodes. Ce procédé est majoritairement utilisé dans l'assemblage de tôle d'acier de faible épaisseur (<6 mm). Cette technique bénéficie d'un savoir-faire très important et d'une productivité incomparable (dans le domaine d'application). Pour exemple, une caisse automobile est assemblée à plus de 80% par des points soudés.
Il peut s'agir également d'un soudage par bossages[1], sur des pièces ayant subit au préalable un emboutissement.
Soudage à l'arc électrique avec électrodes enrobées
(MMA : Manual Metal Arc, ou SMAW : Shielded Metal Arc Welding selon les normes américaines ou encore procédé 111 selon l'ISO 4063)
La température de soudage est générée par l'arc électrique entre deux électrodes que constituent la pièce à souder et la baguette de métal d'apport où le métal fondu est protégé par un laitier.
Article détaillé : Soudage à l’arc à l’électrode enrobée.Soudage à l'arc avec électrodes non fusibles
 Soudage à l'arc avec électrode fusible sous flux gazeux
Soudage à l'arc avec électrode fusible sous flux gazeux(Soudage TIG : Tungsten Inert Gas, GTAW Gas Tungten Arc Welding selon les normes américaines ou encore procédé 141 selon l'ISO 4063)
Un arc électrique est établi entre l'extrémité d'une électrode infusible en tungstène (qui peut être en tungstène pur, thorié 1% et 2% ou en Zirconium mais celui-ci exclusivement pour le soudage de l'aluminium) et la pièce à souder, sous la protection d'un gaz inerte (argon, hélium ou mélange argon-hélium). Le métal d'apport est ajouté si nécessaire sous forme d'une baguette ou d'un feuillard placé dans l'arc électrique. Ce procédé peut s'automatiser voire se robotiser dans le cas fréquent du soudage TIG orbital.
Soudage à l'arc avec fil électrodes fusibles ou soudage semi-automatique
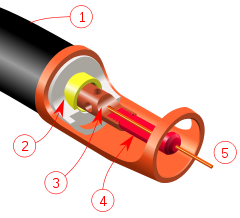 Eclaté d'une torche de soudage MAG / GMAW. (1) Tête de torche de soudage, (2) Isolant électrique (pièce en blanc) et embout de vissage du tube contact (pièce en jaune), (3) Diffuseur de gaz(argon ou hélium), (4) Embout du tube contact-type, (5) Buse métallique
Eclaté d'une torche de soudage MAG / GMAW. (1) Tête de torche de soudage, (2) Isolant électrique (pièce en blanc) et embout de vissage du tube contact (pièce en jaune), (3) Diffuseur de gaz(argon ou hélium), (4) Embout du tube contact-type, (5) Buse métallique(soudage MIG-MAG : Metal Inert Gas-Metal Active Gas, GMAW Gas Metal Arc Welding selon les normes américaines ou encore procédé 131 (MIG) ou 135 (MAG) selon l'ISO 4063)
Un arc électrique est établi entre l'extrémité d'une électrode consommable et la pièce à assembler, sous la protection d'un mélange gazeux dont la nature dépend du type de soudure réalisée. L'électrode, amenée automatiquement de façon continue depuis un dévidoir, se présente sous la forme d'un fil massif ou fourré.
Soudage orbital
Le soudage orbital est un procédé de soudage spécial pendant lequel un arc tourne sans interruption à au moins 360° autour d’une pièce fixe (composant cylindrique, tel qu’un tube).
Soudage laser
(LBW: Laser Beam Welding)
L'énergie est apportée sous forme d'un faisceau laser. Les sources laser peuvent être de type CO2 ou YAG, LED ou fibre.
Principe du soudage laser
Un système optique concentre l'énergie du faisceau laser, ( 105 W/cm² à 106 W/cm² ) et génère un capillaire rempli de vapeurs métalliques dont les parois sont tapissées de métal liquide en fusion. Le bain de fusion ainsi créé est déplacé et le métal liquide se resolidifie après le passage du faisceau assurant la continuité métallurgique entre les pièces.
Soudage plasma
(PAW : Plasma Arc Welding)
Considéré comme une évolution du soudage TIG, il s'en distingue par le fait que l'arc est contraint mécaniquement (constriction mécanique) ou pneumatiquement (constriction pneumatique), générant ainsi une densité d'énergie supérieure. L'arc peut jaillir entre la tuyère et l'électrode (arc non-transféré) ou entre la pièce et l'électrode (arc transféré) voire être semi-transféré. Le soudage plasma peut être réalisé sans chanfrein sur un assemblage en bout à bout d'un dixième de mm jusqu'à des épaisseurs de 8 mm. Dans ce cas, il nécessite très peu de métal d'apport. Il est utilisé quasi exclusivement en mode automatisé (robot)et les vitesses de soudage sont élevées (dizaines de cm par seconde). Cette méthode permet de souder à des températures atteignant les 10 000 °C.
Il permet de souder les aciers "noirs" et les aciers inoxydables, mais pas l'aluminium.
Soudage par faisceau d'électrons
(EBW : Electron Beam Welding)
Utilise l'énergie cinétique des électrons projetés dans une enceinte sous vide et focalisés sur la pièce à souder pour créer une zone fondue.
Article détaillé : Soudage par faisceau d'électrons.Soudage par friction
Ce type de soudage est obtenu par l'échauffement de deux pièces pressées et en mouvement l'une par rapport à l'autre. Le mouvement relatif entraine un échauffement de l'interface jusqu'à plastification locale du matériau, puis soudage par diffusion atomique.
On distingue deux familles de soudage par friction :
- le soudage linéaire (LFW, Linear Friction Welding), obtenu par un mouvement d'aller/retour linéaire.
- le soudage orbital, obtenu par rotation relative des deux pièces.
Ce dernier type se compose de deux familles :
- le soudage à friction pilotée, pour lequel le couple du moteur d'entraînement est transmis directement à la pièce en rotation.
- le soudage à friction inertielle, qui utilise un volant d'inertie pour fournir le couple de frottement.
Soudage par friction malaxage ou soudage thixotropique
(FSW, Friction Stir Welding)
C'est le procédé de soudage la plus récent de tous. Il a été inventé "par erreur" et breveté par TWI dans les années 1990. Ce type de soudage est aujourd'hui essentiellement utilisé pour les alliages d'aluminium car il demande des efforts très importants pour être mis en œuvre. De même les outils utilisés pour le soudage de nuances autres que l'aluminium (aciers) doivent être très durs et très résistants. Ses applications principales se concentrent donc dans la fabrication de trains (le TGV par exemple) ou d'avions : l'Eclipse est un avion assemblé à 100% avec ce système. L'avantage principal de ce procédé par rapport à ses concurrents dans ces domaines (qui sont le rivetage, le collage et le soudage par résistance) est la jointure bout à bout des tôles, sans recouvrement, ce qui permet de gagner en poids.
Plusieurs études sont en cours sur ce procédé :
- à l'Institut de Soudure en Lorraine (France);
- à l'université du Québec à Chicoutimi;
- à l'International Institute of Welding en Grande-Bretagne.
Soudage à l'arc sous flux
Aussi appelé Arc submergé : le procédé SAW (submerged arc welding) consiste à effectuer un joint de soudure sur de l'acier à l'aide d'un arc électrique qui est submergé de flux en poudre. Ce procédé de soudage est effectué à l'aide d'un robot, ce qui lui apporte une grande régularité. Deux robots de ce type positionnés l'un en face de l'autre (joint en "T") peuvent effectuer une soudure pleine pénétration d'un acier de forte épaisseur sur de longues distances (plusieurs mètres). Ce procédé est surtout utilisé pour la fabrication de pièces en série.
Soudage par composition de procédés
Dit hybride, par exemple Laser plus TIG.
Soudage électrogaz
Se rapproche de la fonderie. Le soudage electrogaz est un développement du soudage sous laitier électro-conducteur auquel il ressemble quant à sa conception et son utilisation. Au lieu de fondre dans un laitier, l'électrode fond dans un arc entouré d' un gaz de protection, comme en soudage MIG / MAG. Cette méthode est utilisée pour des tôles de 12 à 100 mm ; un balayage est utilisé pour des épaisseurs supérieures. Le joint est normalement préparé en " I ", avec un espace. On utilise aussi des préparations en " V ". En réalisation de joints verticaux, sur de gros réservoirs par exemple, des économies importantes sont faisables, comparativement au soudage MIG / MAG
Soudage par diffusion
Consiste à se servir du phénomène de diffusion des atomes pour créer une liaison.
Soudage par explosion
Cette technique découverte fortuitement en 1957 lors d'essais de formage par explosion, est essentiellement employée pour assembler des métaux de nature différente, par exemple de l'aluminium sur de l'acier. Généralement, il s'agit de profilés pré-soudés qui permettent ces assemblages (ex: superstructures en aluminium sur un bateau à coque en acier dans le but d'abaisser le centre de gravité) Les métaux à assembler sont superposés selon un certain angle et recouverts d'une couche uniforme d'explosif, la combustion rapide (détonation) de celui-ci provoque une fusion en coin qui se propage sur toute la surface mêlant intimement les 2 métaux. Ce type de soudure n'est pas sujet par la suite à la corrosion galvanique. Les résultats présentent à l'interface des propriétés particulières.
Brasage à l’étain
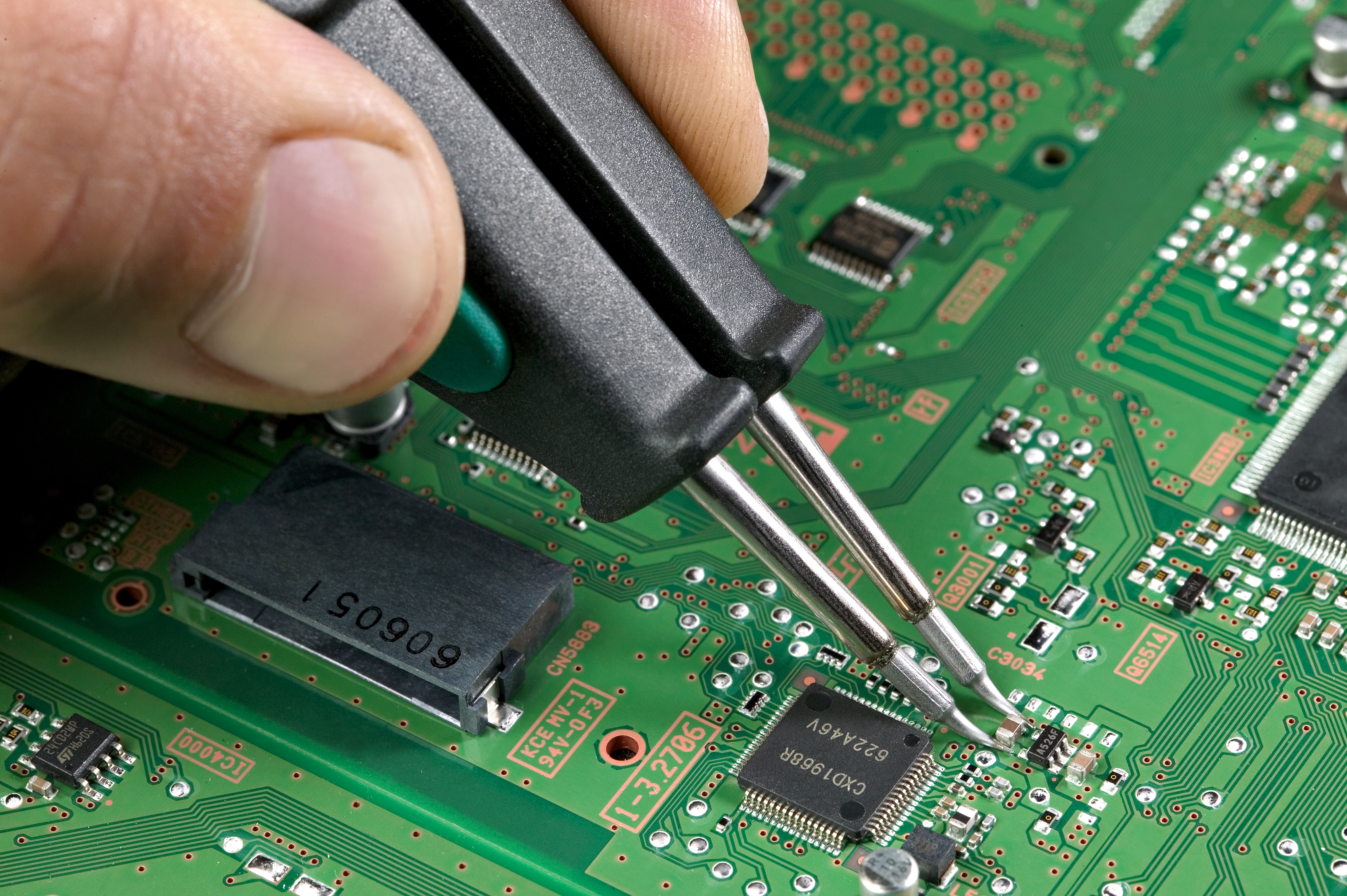
 Soudure d'un composant électronique.
Soudure d'un composant électronique.Le brasage à l’étain s'effectue à basse température (200 °C - 250 °C), un alliage d’étain et de plomb est fondu et utilisé pour joindre des surfaces métalliques, en particulier dans le domaine de l’électronique et de la plomberie. Il s’agit de brasure et non de soudure, car seul le métal d’apport est fusionné.
Problématiques du soudage
Les résidus de soudage sont appelés gratons (petits picots qui restent collés au metal..)
Le soudage présente deux grandes familles de problématiques :
- métallurgiques
- mécaniques
Métallurgie du soudage
L'opération de soudage occasionne de par son apport énergétique et parfois par l'apport de métal des modifications métallurgiques au niveau du joint soudé. Ces modifications vont affecter les microstructures de la zone fondue et des zones affectées thermiquement.
De fait, le joint soudé est soumis à diverses problématiques résultant de ces modifications :
- fragilisation par l'hydrogène : phénomène de fissuration à froid
- apparition de fissuration à chaud (liquation) en cours de solidification : retassures, fissuration intergranulaire
- tenue à la corrosion différente du métal de base : essentiellement due aux phénomènes de ségrégation
Ces problématiques concernent aussi bien la zone fondue (qui est passée à l'état liquide au cours de l'opération de soudage) que la zone affectée thermiquement. La zone affectée thermiquement appelée ZAT est le siège de modification métallurgique du métal de base qui peuvent induire des fragilités, des baisses de résistance mécanique, des manques de ductilité ... Ces modifications dépendent du matériau soudé, du procédé utilisé, du mode opératoire suivi ...
Exemples :
- Dans les aciers C-Mn faiblement alliés la ZAT est le siège d'une augmentation des propriétés mécaniques (Re, Rm) et de chute de ductilité
- Dans les aciers thermomécaniques à très haute limite élastique Re > 690 MPa, on peut trouver dans certaines parties de la ZAT un phénomène d'adoucissement qui efface les effets du laminage thermomécanique et qui diminue la limite élastique et la limite à la rupture.
- Un alliage d'aluminium de la série 5000 soudé bout à bout présente toujours une baisse de propriétés mécaniques en ZAT.
- Un acier inoxydable austénitique du type 304 L soudé présente souvent une diminution de sa tenue à la corrosion au niveau de la soudure.
- Les alliages de Titane sont très sensibles aux phénomènes d'oxydation pendant l'opération de soudage, qui peut faire chuter de manière drastique les propriétés mécaniques du joint soudé.
- ...
Tenue mécanique d'un joint soudé
Les modifications métallurgiques impactent la tenue mécanique du joint soudé. Aussi faut-il s'assurer d'obtenir une tenue mécanique suffisante et tenir compte des soudures dans le calcul et le dimensionnement des pièces. L'opération de soudage engendre de plus la création de contraintes résiduelles dues au retrait créé par l'opération de soudage sur les pièces. La tenue à la fatigue des assemblages soudés est une problématique fondamentale dans la conception des appareils soudés. Les défauts géométriques des cordons de soudures jouent un grand rôle dans la tenue à la fatigue des assemblages soudés.
Défauts de soudure
Fragilité produite par la ségrégation
Le soudage implique généralement de chauffer localement le métal, il s'agit d'un traitement thermique local. Il y a donc une modification locale de la microstructure et de l’état métallurgique de la zone du métal affectée par le chauffage (ZAT : zone affectée thermiquement). En effet, le cycle de température inhérent au soudage perturbe les conditions d'équilibres et les propriétés telles qu'elle existaient à la livraison du matériau.
Le chauffage active un certain nombre de mécanismes, dont notamment la diffusion des atomes. Il se produit donc un phénomène appelé « ségrégation » : le métal n'étant pas pur, les atomes étrangers (impuretés, éléments d'alliage) migrent vers les joints de grain.
Ceci peut entraîner une fragilisation des joints de grain, et donc faciliter la rupture fragile intergranulaire.
Pour éviter ce problème, on effectue parfois un recuit de mise en solution voire, selon les cas, une hypertrempe de la pièce (cas de certains aciers inoxydables).
Corrosion au cordon de soudure
La soudure est la juxtaposition de deux métaux différents. On peut donc avoir un phénomène de corrosion galvanique. Ce défaut peut se présenter dans le cas du soudage hétérogène d'un assemblage mal conçu, sous réserve de la présence d'un électrolyte. De plus, on peut également voir apparaître un phénomène de corrosion interfaciale comme cela peut être rencontré lors de la ségrégation du Bore aux joints de grains dans les bases Nickel ou lors de la ségrégation du Carbone aux joints de grains dans les aciers inoxydables.
Porosités
Il s'agit de défauts sphériques creux qui peuvent être ou non débouchants. Elles sont causée par les courants d'air, le manque de gaz, l'obstruction de la buse, un mauvais angle de soudage, de l'eau ou des impuretés dans le joint à souder...
Soufflures
Ce terme désigne un groupe de porosités non débouchantes. Quand elles sont allongées, on parle de soufflures vermiculaires. Si elles sont débouchantes, on parle alors de piqûres.
Inclusions
Elles désignent un composé étranger à la soudure et peuvent contenir du Tungstène (Cas du Soudage TIG) ou du laitier (Soudage à l'électrode enrobée ou baguette ) ou encore des oxydes.
Retassures
Suite à un retrait du métal lors de son refroidissement, l'espace vide formé apparaît visuellement à la surface du cordon, ainsi qu'à l'intérieur du cordon.
Criques de solidification
Même défaut que les retassures sauf que le défaut est non apparent. La crique de solidification est un défaut de fonderie.
Excès de pénétration
Métal débordant du côté envers du cordon.
Collage ou manque de pénétration
Le métal de base est non fondu, ce qui diminue la section efficace de la soudure. On distingue le collage noir où l'interface entre le métal de base et la soudure est vide (par contrôle radiographique apparaît une tache sombre sur les clichés) et le collage blanc, où l'interface est cette fois-ci comblée par des oxydes fondus ( cette variété est indécelable par contrôle radio).
Fissures
On distingue :
- La fissuration à froid causée par des contraintes mécaniques résiduelles importantes, une présence d'hydrogène dissous et une phase fragile,
- La fissuration à chaud (ou plus exactement liquation) créée par la ségrégation dans le joint d'un eutectique par exemple et,
- Arrachement lamellaire causée par la présence d'inclusions parallèles dans le métal (défaut rare qui n'existe presque plus chez les acieristes de nos jours, en effet, un simple recuit normalisant permet d'éliminer ce défaut),
- En ce qui concerne les aciers au chrome ou des aciers inoxydables, la formation de carbures de chrome cr23c6 qui précipitent au niveau des joints de grains rendant ainsi les zones appauvries en chrome propice au développement d'une corrosion intergranulaire (le chrome pompé par le carbone n'assure plus son rôle de résistance à la corrosion).
Morsures
Défaut où le métal de base est creusé sur une partie du cordon.
Caniveaux
Un caniveau est une morsure de grande taille proportionnellement à la grandeur du métal de base due à une trop grande chaleur du métal d 'apport par rapport à l'épaisseur ou la densité du métal qui recoit.(voir mauvais paramètre de la machine à souder).Petit creux de chaque coté de la soudure.
Pollution ferreuse
La pollution ferreuse est une corrosion des aciers inoxydables causée par la destruction de la couche de passivation et activée par la présence de fer. Elle résulte généralement de l'utilisation d'outils métalliques (brosse, cisaille, etc.), après usinage, mise en forme ou est la conséquence des projections de métal fondu lors d'opérations de soudage.
Défauts géométriques
Ces défauts peuvent être des défauts d'alignement entre les pièces, un cordon trop bombé...
Impacts sur la santé
L'arc électrique est dangereux pour les yeux. Le soudeur est aussi exposé à de l'ozone, des oxydes d'azote et à l'inhalation de fumées de soudage (vapeurs métalliques, micro et nanoparticules de métal) qui provoque la "fièvre des soudeurs". Ces métaux pénètrent les poumons et peuvent passer dans le sang. On a récemment constaté qu'elles pouvaient aussi affecter le système olfactif : étude faite par des chercheurs de l’université de Pennsylvanie publiée début 2008 dans la revue américaine Neurology. à un test de reconnaissance des odeurs, 88% de 43 soudeurs (employés à la maintenance des ponts de la région de San Francisco) ont obtenu des scores très inférieurs à ceux des sujets "témoin". 7% avaient même totalement perdu leur odorat. Près de 50 % des salariés testés n'avaient pas même remarqué qu'ils avaient perdu une partie de leur capacité olfactive, bien que celle ci soit aussi souvent accompagnée d'une perte du sens du goût. Ceci est un danger supplémentaire pour des professionnels qui ne détectent plus (ou mal) à l'odeur des incendies, émanations de fumée, moisissures ou fuite de gaz ou de polluants toxiques.
Techniques connexes au soudage
Notes et références
- ↑ Principaux procédés de soudage par résistance décrits sur le site de MCI (Magazine Circuit Industriel). Consulté le 11 avril 2009.
Voir aussi
- Cours de soudage sur Wikibooks
- Fer à souder
- Composant monté en surface
- Soudage plastique
- Soudage à l'arc électrique
- Soudage TIG
- Soudage ATIG
- Soudure MIG
- Soudage MIG-MAG
- Soudage orbital
- Clame
 Portail de la chimie
Portail de la chimie Portail de l’industrie
Portail de l’industrie
Catégories : Soudure | Système de fixation



Wikimedia Foundation. 2010.