- Soudage MIG-MAG
-
 Soudage à l'arc avec électrode fusible sous flux gazeux.
Soudage à l'arc avec électrode fusible sous flux gazeux.
Le soudage MIG-MAG (respectivement 131 ou 137, et 135 ou 136 suivant la norme EN ISO 4063), ou encore GMAW selon les normes américaines, est un procédé de soudage semi-automatique. La fusion des métaux est obtenue par l’énergie calorifique dégagée par un arc électrique qui éclate dans une atmosphère de protection entre un fil électrode fusible et les pièces à assembler.
Les acronymes MIG et MAG signifient respectivement Metal inert gas et Metal active gas. La différence entre les deux procédés tient à la composition du gaz. Le procédé MIG utilise un gaz neutre qui ne réagit pas avec le métal fondu (argon ou argon + hélium), contrairement au procédé MAG (mélange d'argon avec du dioxyde de carbone et de l'hydrogène en proportions variables selon les métaux à souder). Le gaz est injecté en continu sur l'arc afin d'isoler complètement le métal en fusion de l'air ambiant.
Sommaire
Histoire
Ce procédé est entré en concurrence avec l'électrode enrobée afin d'augmenter la productivité en réduisant les temps d'arrêts pour changer d'électrode. À son apparition, il a été affecté d'une mauvaise image, notamment celle d'augmenter le risque de collages (défaut rédhibitoire en tenue en fatigue). Cependant, un soudeur qualifié avec un mode opératoire de soudage qualifié permettra de réaliser des soudures d'excellentes qualité et cette mauvaise image résulte d'une mauvaise exploitation du procédé.
C'est le procédé de soudage le plus utilisé industriellement au XXIe siècle.
Description
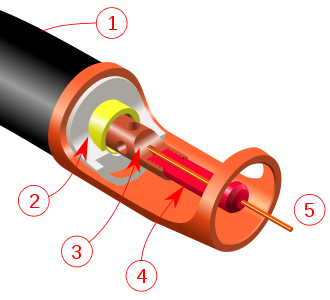 Eclaté d'une torche de soudage MAG / GMAW.
Eclaté d'une torche de soudage MAG / GMAW.
(1) Tête de torche de soudage,
(2) Isolant électrique (pièce en blanc) et embout de vissage du tube contact (pièce en jaune),
(3) Diffuseur de gaz,
(4) Embout du tube contact-type,
(5) Buse métalliqueIl se prête bien à l'automatisation totale au travers d'installation robotique. Le soudage MIG-MAG permet une grande flexibilité de mise en œuvre :
- soudage de différents matériaux : aciers C-Mn, aciers inoxydables, alliages d'aluminium, alliages de titane...
- soudage en position : Toutes positions ,en angle:FW PA et PB (à plat),FW PC (corniche),FW PD (plafond)et en bout a bout: BW PA,BW PC,BW PE
- utilisations de fils fourrés de 0,6 à 2,4 mm de diamètre
- soudage manuel semi-automatique
- automatisation sur poutre, robotisation plus ou moins poussée : du robot standard, à la robotique « intelligente » : suivi de joint auto adaptatif
Des variantes du procédé permettent :
- l'amélioration de la productivité : MAG bi-fil, MAG fort diamètre, utilisation de fils fourrés augmentant le taux de dépôt
- l'augmentation de l'étendue d'application du procédé vis-à-vis du soudage des tôles fines par réduction de l'énergie de soudage : procédés « froids » dérivés du MIG-MAG : Cold metal transfer (CMT de Fronius), Cold Process (Quinto CP de Cloos), Citowave (Air liquide Welding), Cold Arc (EWM)...
Il est possible en 2009 de souder des tôles d'épaisseur 0,5 mm, avec des vitesses d'avance de soudage élevées jusqu'à 5 m/min tout en assurant un cordon régulier et de qualité.
Fil
À base de fer
Utilisation de fils massifs de 0,6 à 2,4 mm et même jusqu'à 3,2 mm de diamètre
- Enrobage au cuivre : le cuivre diminue la résistance électrique du fer
- Fil au silicium (0,3 à 1,2%) ou au manganèse (0,9 à 1,3%) : désoxydant pour le CO2 ou l'O2. Plus les proportions de silicium ou manganèse sont importantes, plus le fil aura des facilités à adhérer à des surfaces rouillées ou sales.
- Fil au manganèse, aluminium, titane, zirconium, nickel, chrome, molybdène : améliorent la résistance à la corrosion ou les propriétés mécaniques.
À base d'aluminium
Certains alliages comme le 7075-T6 ne se soudent pas.
Normes
- Acier :
- NF EN 440 : fils électrodes pour soudage des aciers non alliés (= AWS A5.28-96)
- NF EN 12070 : fils nus massifs et baguettes déposant un acier résistant au fluage. Classification (=AWS A5.28-96)
- NF EN 12534 : fils nus massifs et baguettes, acier à haute résistance. Classification
- Inox :
- NF EN 12072 : fils nus massifs et baguettes déposant un acier inox et/ou réfractaire (AWS A5.9-93)
- Fourrés :
- NF EN 758 : fils fourrés pour soudage avec ou sans gaz pour aciers non alliés et à grains fins. Classification
- NF EN 12071 : pour aciers résistant au fluage (avec gaz)
- NF EN 12073 : pour aciers inox et aciers résistant aux températures élevées
- NF EN 12535 : pour aciers à haute résistance. Classification
Codages
Type de fil Code type G MIG-MAG à fil plein T MIG-MAG à fil fourré Limite d'élasticité, résistance mécanique et allongement Code Limite élastique
(N/mm² ou MPa)Résistance à la rupture
(N/mm² ou MPa)Allongement
%35 355 440 à 570 22 38 380 470 à 600 20 42 420 500 à 640 20 46 460 530 à 650 20 50 500 560 à 720 18 55 550 610-780 18 62 620 690-890 18 69 690 760-960 17 79 790 880-1080 16 89 890 980-1180 15 Seulement pour les fils fourrés Code limite d'élasticité
N/mm²résistance à la traction
N/mm²3T 355 470 4T 420 520 5T 500 600 Température d'énergie moyenne de rupture à 47 joules Code Température 8 -80 ° C 7 -70 °C 6 -60 °C 5 -50 °C 4 -40 °C 3 -30 °C 2 -20 °C 0 0 °C A 20 °C Z Aucune exigence Type de flux (seulement pour les fils fourrés) Code type R rutile, durcissage lent du laitier, gaz protecteur nécessaire P rutile, durcissage rapide du laitier, gaz protecteur nécessaire B basique, gaz protecteur nécessaire M poudre de métal, gaz protecteur nécessaire V rutile ou basique/fluorure, gaz protecteur non nécessaire W basique/fluorure, durcissage lent du laitier, gaz protecteur non nécessaire Y basique/fluorure, durcissage rapide du laitier, gaz protecteur non nécessaire S autres types Z autres types U sans gaz protecteur Gaz protecteur Code Gaz M gaz EN439-M2, sans hélium C gaz EN439-C1, dioxyde de carbone N sans gaz Traitement thermique
(seulement pour les acier à haute résistance)
Position de soudageCode Position 1 Toutes positions 2 Toutes positions, sauf verticale descendante 3 Bout à bout à plat, en gouttière, en angle à plat 4 Bout à bout à plat, en gouttière 5 Verticale descendante, cf. code 3 Traitement thermique
(seulement pour les acier à haute résistance)
Hydrogène diffusible
(seulement pour les fils fourrés)Code ml/100g max H4 4 H08 08 H16 16 Gaz
L'atmosphère de protection diffère selon le type utilisé MIG ou MAG:
Pour le MIG, les soudeurs utilisent de l'hélium, de l'argon ou un mélange des deux :
- Hélium : arc plus chaud, adapté au soudage des pièces épaisses[1] ;
- Argon : bonne pénétration et arc concentré[1].
Pour le MAG, les soudeurs utilisent un mélange d'argon et de dioxyde de carbone (en général du C-25 : 75% d'argon et 25% de CO2). On ne peut souder que des aciers avec ce type de protection active :
- Le CO2 se décompose en monoxyde de carbone et en ozone sous l'effet de l'arc. L'ozone peut oxyder le métal. Le soudage est rapide, avec une bonne pénétration, mais il convient d'utiliser un fil désoxydant[1]. Le transfert du métal se fait par gouttes. Lorsqu'une goutte tombe, elle crée un court-circuit : la tension chute et l'intensité augmente. Une fois la goutte tombée, on a un pic de tension et une chute d'intensité. Les générateurs à impulsions s'inspirent de ce phénomène pour contrôler le transfert du métal.
- Dioxygène : agit comme le CO2.
Gaz Potentiel d'ionisation[2]
(V)Argon 15,760 Diazote 15,58 Dihydrogène 13,598 Dioxyde de carbone 13,77 Dioxygène 12,07 Hélium 24,587 Les différents modes de transfert
Le soudage MIG-MAG se caractèrise par différent modes de transfert du métal dans l'arc électrique :
- transfert par court-circuit ;
- transfert globulaire ;
- transfert par pulvérisation axiale ;
- transfert par veine rotative.
Notes et références
Voir aussi
Liens externes
 Portail du travail et des métiers
Portail du travail et des métiers Portail de la production industrielle
Portail de la production industrielle


Wikimedia Foundation. 2010.