- Pierre polie
-
Polissage
« Vingt fois sur le métier remettez votre ouvrage : polissez-le sans cesse et le repolissez »— L'Art poétique de Boileau
Le polissage est l'action de polir, de rendre uni et luisant par :- abrasion: polissage manuel ou en machines (tribofinition) avec des vibrateurs ou des centrifugeuses satellitaires - autrefois (méthode artisanale) avec des disques de différents matériaux tournant à grande vitesse, avec ou sans pâte à polir, ou de nos jours, de plus en plus souvent remplacé par les techniques de tribofinition (création de mouvements relatifs entre pièces à polir et médias ou abrasifs en présence d'additifs).
- écrouissage : Utilisation d'un brunissoir, polissage par vibration avec médias brunissants (billes et aiguilles d'acier).
Sommaire
Mécanique et métallurgie
Le polissage est une composante du parachèvement (ou finition) des pièces en tout matériau (metalliques, plasiques, bois...) visant à obtenir un bel aspect, un fini ou un état de surface de haute qualité. Cette qualité de surface est caractérisée par la rugosité, la brillance, l'éclat...
Le polissage traditionnel peut être manuel ou robotisé, mais cette méthode est de plus en plus souvent remplacée par des méthodes plus industrielles. Méthodes traditionnelles :
- Tourets à polir: la pièce est présentée manuellement sur la surface de meules ou de disques de divers matériaux (coton, sisal,tampico,corde,fibres synthétiques composites...), tournant à grande vitesse (de l'ordre de 3000 m/min) et généralement enduits de pâte à polir.
- Machines automatisées: idem mais l'automate se charge de la manipulation. Cette solution se prête bien sur les très grandes séries pour lesquelles aucune variation dimensionnelle ne se présente; les coûts liés à la mise en route et au règlage sont très élevés.
Méthodes industrielles :
- Polissage par tribofinition par vibration : Un vibrateur est une cuve vibrante contenant des média abrasifs (billes d'acier, médias céramiques ou porcelaine de forme très diverses, produits végétaux, abrasifs synthétiques (polyester),...) et divers liquides à action chimique et mécanique. Les pièces sont laissées dans cette cuve et c'est le mouvement relatif entre les pièces et les médias qui définit la vitesse d'abrasion et la qualité du polissage.
- Polissage ou ébavurage par centrifugeuse satellitaire: Le procédé est également basé sur l'utilisation de médias à base de céramique, porcelaine, matières plastique ou métallique, d'additifs chimiques composés de tensio-actifs. Les dernières innovations tiennent à la particularité des mouvements appliqués aux pièces à polir, en particulier avec les "centrifugeuses satellitaires à axes obliques" qui génèrent des mouvement très complexes (composition d'un mouvement centrifuge et d'un "mouvement en huit"). Grâce à ces mouvements très complexes et à de hautes vitesses de rotation, les temps de cycle de polissage peuvent être réduits de manière sensible; mais l'intérêt le plus important tient à la possibilité d'utiliser des médias de taille très réduite pour accéder à des zones des pièces très difficiles d'accès (micromécanique, horlogerie, microélectronique...)
Les centrifugeuses satellitaires sont des équipements dont la maintenance est très simple. http://www.abcswisstech.com/pdf/CentrifugeusesSatellitaires.pdf Les entreprises spécialisées en tribofinition sont souvent des entreprises de décolletage.
- Brunissage: polissage avec une pierre dure emmanchée par écrasement de la surface du métal.
Métallographie
Le polissage est l'étape principale de la métallographie (la méthode d'observation de la structure du métal). En effet, pour pouvoir observer les détails microscopiques, voire nanoscopiques, de la structure, il faut éliminer les rayures.
Le polissage est également utilisé lorsque l'on veut faire un essai mécanique :
- en compression, pour réduire le frottement de l'échantillon sur le tas de compression pour éviter la déformation « en tonneau » et le flambage ;
- de manière générale (en traction, compression et flexion) pour éviter les concentrations de contraintes ;
- il est également indispensable pour observer les traces dans les essais de microdureté.
Enfin, le polissage peut être utilisé pour enlever la couche superficielle et avoir accès au cœur du matériau, qui n'a pas nécessairement les mêmes propriétés.
On vise en général le « poli miroir », c'est-à-dire qu'aucun défaut, aucune rayure n'est visible au microscope optique, les défauts résiduels ont donc une taille inférieure au micromètre[1] ; on se contente souvent d'une impression à l'œil nu ou à la loupe binoculaire[2].
On se contente parfois d'un polissage plus grossier, selon les applications.
Le polissage est d'abord mécanique ; pour les métaux, on termine parfois par un polissage électrolytique (dissolution contrôlée de la couche superficielle).
Pour le polissage mécanique, on utilise des papiers avec des particules abrasives, sorte de toile émeri, de papier de verre, mais avec une taille de particules plus fine et maîtrisée, en général en carbure de silicium (SiC) ou en alumine (Al2O3). Si la surface n'est pas plane, on commence par un papier « à gros grain », puis passe successivement à des papiers à grain plus fin. Entre chaque papier, il faut :
- bien nettoyer l'échantillon, afin de se débarrasser des particules du papier précédent qui auraient pu s'incruster ; on utilise en général un bain à ultrason ;
- croiser la direction de polissage : pour un papier donné, on polit toujours dans le même sens, et on croise les sens d'un papier à l'autre, ce qui permet de faire ressortir les rayures résiduelles de l'étape précédente.
Puis, on utilise une toile sur laquelle on dépose des diamants artificiels de taille maîtrisée (6 µm, 3 µm et 1 µm), soit en pulvérisant un aérosol, soit en étalant une pâte.
Les matériaux très durs sont longs à polir et usent beaucoup de consommables (papiers, pâte ou aérosol diamantés). Les matériau très mou (comme le cuivre) sont difficiles à polir car on crée facilement des facettes (facettage), et les particules abrasives s'incrustent plus facilement ; on ne peut de fait pas utiliser de polissage diamant.
Le polissage électrolytique se fait en général avec un acide, ou plutôt un mélange d'acide (surnommé « sauce ») dépendant du métal considéré, et en appliquant une tension électrique de l'ordre de quelques volts. La dangerosité de la « sauce » impose des précautions : ne pas manipuler (« maniper » en jargon de recherche) en étant seul dans le laboratoire, porter des équipements de protection individuelle (blouse, lunettes, gants), respecter les consignes selon les produits (travailler sous hotte ou sous sorbonne).
Article détaillé : Sécurité en laboratoire.Optique
Les lentilles et les miroirs utilisés, par exemple, en Astronomie sont obtenus par polissage de blocs de verre spéciaux. Le fini de surface qui est inférieur au 1/10 de micron peut être obtenu, par des amateurs en frottant deux blocs de verre l'un contre l'autre avec des abrasifs de plus en plus fins. Les premiers télescopes, par exemple, celui d'Isaac Newton, avait un miroir en bronze.
Préhistoire
Le polissage est une technique de travail de la pierre qui se généralise avec l'apparition de l'agriculture au Néolithique. Cette technique permet d’obtenir des haches et des herminettes aux tranchants réguliers et très résistants. Le polissage n’est que la dernière étape de la fabrication de la lame de hache : il intervient après un façonnage généralement bifacial.
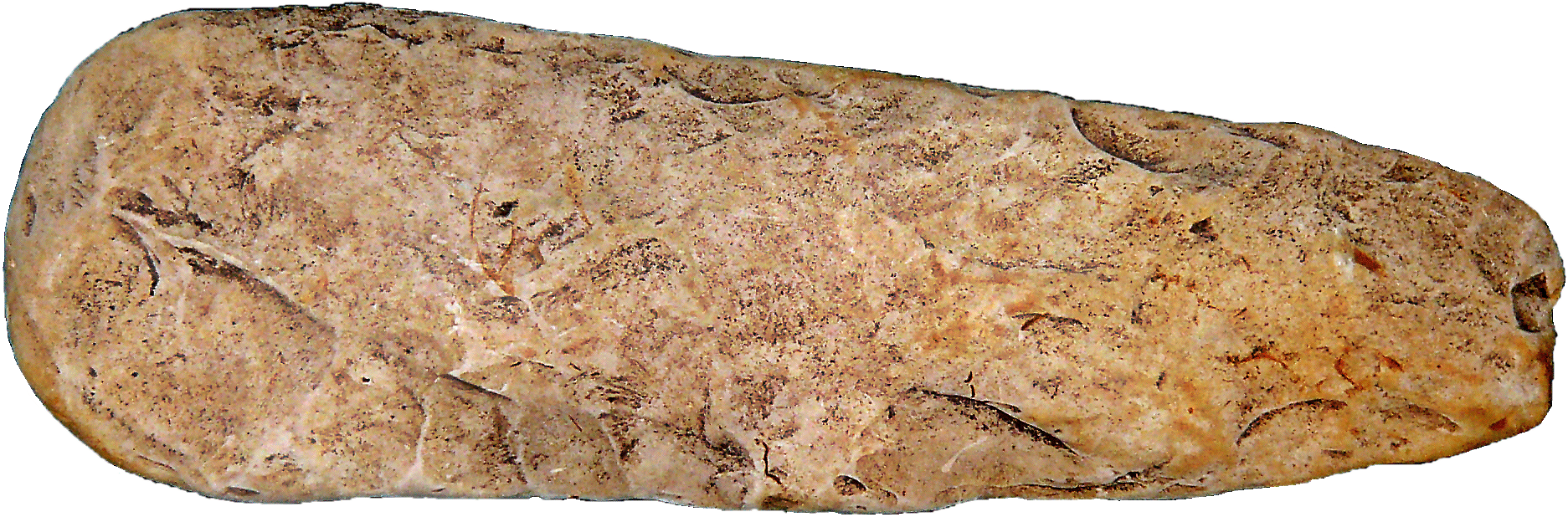
 Hache en pierre partiellement polie : la phase de façonnage est encore perceptible
Hache en pierre partiellement polie : la phase de façonnage est encore perceptible
Les outils de pierre polie sont réalisés à partir de roches dures (silex) ou de roches vertes tenaces, éruptives (basaltes, dolérites…) ou métamorphiques (amphibolites, éclogites, jadéites…). Les roches tenaces sont parfois travaillées par sciage ou bouchardage avant d’être polies. Le polissage s’effectue par frottement sur un polissoir dormant ou mobile (grès, granite, silex…).
Autres domaines d'usage de techniques de polissage
- la joaillerie
- la bijouterie
- l'orfèvrerie
- l'horlogerie haut de gamme
- la dinanderie
- la ferronnerie
- la fonderie
- l'ébénisterie
- l'électrolyse : dorure, argenture,chromage, nickelage…
Notes
- ↑ pouvoir de résolution d'un microscope est d'environ 0,5 µm
- ↑ le pouvoir de résolution de l'œil ne permet de distinguer que des détails de l'ordre de 0,2 mm à 1 m de distance, mais les phénomènes d'ombre en lumière rasante permettent de déceler la présence de défauts plus petits, la limite étant la diffraction de la lumière sur les défauts, donc l'ordre de grandeur est celui de la longueur d'onde de la lumière visible, siot environ 05, µm également (voir Spectre visible)
Catégories : Usinage | Néolithique | Métallurgie
Wikimedia Foundation. 2010.