- Parachèvement
-
Le parachèvement est l’opération de finition d’une pièce, quel que soit son mode de fabrication, avant sa mise en fonction définitive ou avant de passer à l'étape de fabrication suivante.
Sommaire
Domaines
 Pièce brute de fonderie aluminium
Pièce brute de fonderie aluminium
- C’est, après démoulage de la pièce coulée, la ou les opérations appliquées pour rendre cette pièce apte à son usage immédiat ou sa livraison à l’atelier d’usinage mécanique.
- Après laminage à chaud, nettoyage des tôles pour enlever la calamine.
- Après injection des pièces en matière synthétique.
- Enlever la gangue après opérations de soudure.
Opérations
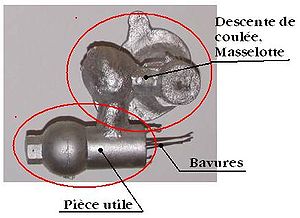
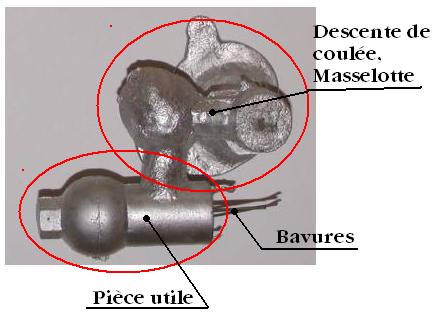
- Décochage : consiste à séparer la grappe métallique (pièce moulée + système de remplissage (coulée) + masselottes) du sable de moulage qui l'entoure.
- Démasselottage : opération qui consiste à enlever la ou les masselottes et la descente de coulée, soit par chocs pour les pièces en fonte, soit par découpe pour les pièces en aluminium, acier et alliage de cuivre.
- Ébarbage ou ébavurage : consiste à débarrasser la pièce brute des parties excédentaires (bavures, imperfections de surface,..). Selon les séries et le poids des pièces, cette opération s’effectue soit manuellement (burin et marteau, limes, meule, disque ou bande abrasive), soit mécaniquement sur des machines plus ou moins automatisées (machine transfert, table vibrante, centrifugeuse, tonneaux) et l’emploi de diverses techniques (chocs thermiques, jet d’eau, jets divers)
- Meulage
- Grenaillage, projection de micros-billes métalliques ou non, sur la surface d’un objet pour en modifier la structure superficielle.
- Sablage, technique industrielle de nettoyage des surfaces en utilisant un abrasif (sable) projeté à grande vitesse à l'aide d'air comprimé au travers d'une buse, sur le matériau à décaper..
- Brossage, par brosses métalliques à fils d’acier, laiton ou nylon.
- Polissage, toile émeri très fine, disque feutre et pâte spéciale.
Automatisation du parachèvement
Les opérations de parachèvement sont encore essentiellement réalisées manuellement. Le parachèvement peut cependant être automatisé ou robotisé dans une large mesure, y compris en PME pour des petites et moyennes séries de pièces.
En fonderie, l'automatisation du parachèvement peut être réalisé sur :
- Machine spéciale (pour les moyennes et grandes séries)
- Cellule robotisée (plus flexible pour les petites et moyennes séries)
Les choix lors de la conception initiale d'une telle cellule robotisée sont alors :
- Pièce portée ou outil porté
- Quelles opérations faut-il automatisées ? On peut en moyenne série conserver certaines opérations délicates (ou le traitement de bavures aléatoires) en manuel
- Quel outil utilisé (découpe au chalumeau, à la torche plasma, au jet d'eau ou à la scie à ruban ou à disque)
On attend de l'automatisation du parachèvement :
- La suppression d'opérations manuelles à forte pénibilité pouvant engendrer des TMS (Troubles Musculo Squelettiques)
- Une plus grande précision et répétitivité dans la découpe
- Un gain de productivité. Par exemple de 20 % [1]sur des pièces en aluminium moulées en coquille
Une étude récente[2] conduite par le CTIF avec de nombreux partenaires fondeurs (AFE, Hachette et Driout, Alutec, Barbas et Plailly, Fonderies Dechaumont, Metaltemple) et bénéficiant d'un soutien du MINEFE[3] montre l'intérêt que les industriels portent à l'automatisation du parachèvement en fonderie, y compris pour des séries courtes.
Un projet européen SMErobot a été mené dont l'un des 4 démonstrateurs concerne le parachèvement en fonderie. La journée technique "Des robots pour les PME" [4] présentait les résultats des démonstrateurs de SMErobot et les évolutions plus générales de la robotique (travail collaboratif homme-machine, interface plus conviviale avec programmation des trajectoires par apprentissage, ...)
Notes et références
- Usine Nouvelle, 19 Février 2009, p. 68
- Fonderie Fondeurs d'Aujourd'hui, N° 276 - juin-juillet 2008
- Ministère de l'économie des finances et de l'emploi
- Journées CETIM-CTIF-SYMOP-SMErobot du 28 avril 2009 à Senlis
Liens internes
Wikimedia Foundation. 2010.