- Outil de tour
-
L'outil de tour désigne un des nombreux outils utilisés, avec un porte-outil, sur un tour. La plupart du temps la pièce tourne à une vitesse calculée (vitesse de rotation en tours par minute) accompagnée d’un avance travail (en mètres par minute). Les outils de tournage mécanique existent dans une grande variété de formes en fonction des conditions particulières des opérations effectuées.
 Série d’outils pour usinage externe
Série d’outils pour usinage externe
 Outils pelles
Outils pelles Outils à usinage interne
Outils à usinage interne Outil porte-grain
Outil porte-grain Porte-plaquette et plaquettes
Porte-plaquette et plaquettesSommaire
Matériaux de coupe
Acier au carbone
Acier non allié utilisé pour la fabrication d’outils coupant à faible vitesse. La grande dureté acquise par la trempe s’accompagne de fragilité et décroît rapidement dès que la température de coupe atteint les 250°C. Les premiers outils étaient (et sont encore quelques fois) tirés d’une barre d’acier non allié ordinaire, appelé aussi acier doux (nuances XC) , dont la partie active est forgée à la forme voulue puis trempée pour assurer la dureté et affûtée selon les angles de coupe adéquates.
Acier au tungstène (dit acier rapide)
Alliage de fer-carbone plus tungstène, cobalt, manganèse, chrome, vanadium, molybdène), également appelé ARS (ou HSS en anglais), l'outil en acier rapide est peu coûteux et existe dans beaucoup de formes mais il a une capacité limitée de découpage. Il ne coupera pas les aciers trop durs sauf, comme avec l'acier au carbone, dans des conditions spécifiques d'angle de coupe (négatif) et de position par rapport à l'axe de la pièce, il est possible d'usiner une très faible épaisseur de métal de quelques 1/100ième par passe.
Ces outils sont généralement tirés d’une barre d’acier rapide ou d’un ancien outil hors d’usage (foret, foret à centrer, montés sur porte-grain (image D)).
Les stellites
Ces alliages coulés de composés de cobalt + chrome + tungstène, sont obtenus par fusion dans un creuset en graphite. Ils ont une dureté inférieure à froid que les aciers rapides, mais d’une qualité supérieure à chaud. Ils furent estompés par l’apparition des carbures métalliques.
Les carbures
Les carbures de coupe sont des mélanges pulvérulents de carbure de tungstène et de titane très durs agglomérés dans du cobalt. Cette dureté naturelle n’est presque pas réduite à chaud (70 HR à 800°) ce qui permet des vitesses de coupe très élevées : 4 fois celles des aciers rapides et 16 fois celles des aciers au carbone. Fragiles et d’un affûtage lent et difficile (meule en carbure de silicium), ils permettent des travaux d’ébauche et de finition sur les fontes et aciers durs à des vitesses de coupe allant de 50 à 200 m/min.
Outils à carbure brasé
Ces outils ont un corps en acier ordinaire avec une plaquette carbure brasée directement dessus. Ils s’utilisent tant pour les travaux d’ébauche à grande vitesse de coupe que pour les travaux de finition (chariotage, dressage, tronçonnage, alésages ou toutes autres surfaces spécifiques), on peut les affûter (meule en carbure de silicium ou meule diamant) en fonction de l’usinage recherché et l’état de surface désirée.
Ce montage permet également de protéger la plaquette carbure qui supporte très mal les chocs, comme ceux auxquels elle serait confrontée dans l'usinage d'une pièce brute de section hexagonale par exemple. Brasée sur l'outil, la plaquette ne bougera comme elle le ferait si elle était fixée par une vis sur un porte-outil, sa durée de vie peut en être un peu prolongée.
Outils à plaquettes carbures
Les carbures sont des agglomérés de cobalt et de carbures divers fabriqués par frittage. Ils conservent leur dureté à températures extrêmes. Outils de base pour le tournage traditionnel et numérique. Ils possèdent des vitesses de coupe élevées (jusqu’à 200 m/min). Comme pour les plaquettes brasées, l’usinage de matériaux très durs, les outils auront un angle de pente d’affûtage négatif. Le grand intérêt réside en la plaquette qui offre 3 ou 4 arêtes de coupe sur chacune des deux faces (cas le plus courant), de plus, la précision du système de fixation permet de tourner la plaquette sur son support sans refaire le réglage de celui-ci par rapport à la pièce à usiner (en phase d’ébauche).
Les céramiques
Ce sont des composés d’oxyde d’alumine très durs agglomérés dans des oxydes de chrome comme liant, frittés à 1800°C. Concurrentes des carbures avec une dureté naturelle à chaud de 82 HR, sans formation de copeau sur l’outil, avec des vitesses de coupe très élevées (100 à 800 m/min), ils sont sensible aux chocs et aux vibrations. Les plaquettes de céramiques ne peuvent pas être brasées mais soigneusement ajustée et fixées mécaniquement sur le cops d’outil. Elles sont dites « à jeter » car non affûtables, mais comme pour les carbures, elles présentent plusieurs arêtes de coupe à usage successif.
Les diamants industriels
Les diamants industriels, sertis à l’extrémité d’une tige d’acier, peuvent être utilisés pour le travail du cuivre, du bronze, de l’aluminium à très grande vitesse de rotation et faible avance pour obtenir un aspect de surface proche du miroir (usinage d’éprouvette métallique avant analyse spectrographique en laboratoire par exemple).
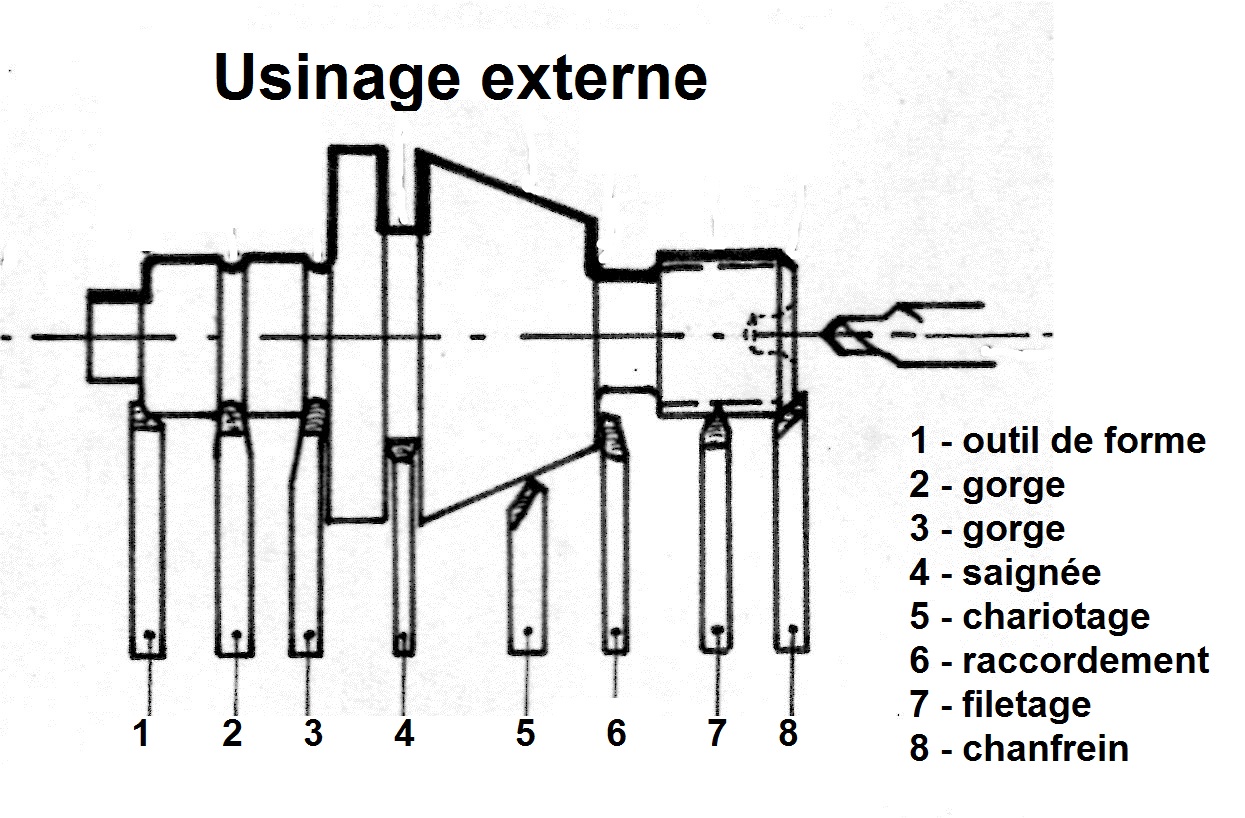
Usinage externe
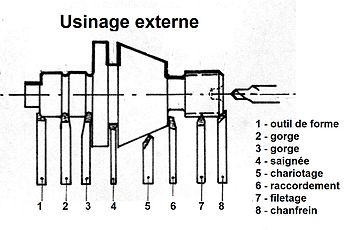 Usinage externe sur tour
Usinage externe sur tourOutil droit à charioter
Pratique pour les aciers doux et l’aluminium. Cet outil permet d'usiner un cylindre, un cône. En démontant l'outil, il est possible d'usiner une surface plane (Im.A5).
Outil coudé à charioter
Cet outil permet de faire du chariotage, du dressage et du chanfreinage (Im.A3-4).
Outil couteau
Cet outil permet de faire du chariotage avec du dressage (Im.A1-2).
Outil à dresser d'angle
Cet outil permet de faire du dressage et du raccordement.
Outil à tronçonner
Il sert à découper des pièces après usinage. Ces outils ont généralement une section assez réduite ce qui les rend d’une grande fragilité lors de l‘usinage. La tête de l’outil à tronçonner est prévue la plus étroite possible, pour diminuer la perte de matière et la consommation d’énergie, mais une largeur minimale est nécessaire, pour éviter la rupture de la lame (2 à 3 mm). L’outil le plus usité sur tour traditionnel est celui dit col-de-cigne (Image B1). Pour la fonte ou le bronze, on utilisera des outils à pastille carbure (image B2).
Outil pelle
Cet outil permet d'usiner une rainure de grande largeur (Im.B3-4), les petites largeurs sont utilisées pour le rainurage destiné à recevoir un joint, un circlips, etc. (Im.B6-7).
Outil à fileter
Outil dont la partie active est affûtée à la forme du filet à obtenir : ISO, gaz, rond, carré, trapézoïdal (Im.B5-6)
Outil à moleter
Il sert à apposer une surface striée servant le plus souvent à une meilleure prise d'une surface (exemple : poignées). Le moletage est de moins en moins utilisé en raison des normes actuelles. L‘outil à moleter classique ne travaille pas par enlèvement de matière, mais par refoulement. Les molettes sont des disques en acier rapide, montées sur un axe. Suivant le type de stries, leur pas et leurs inclinaisons peuvent varier. Il existe également des outils à moleter par enlèvement de copeaux.
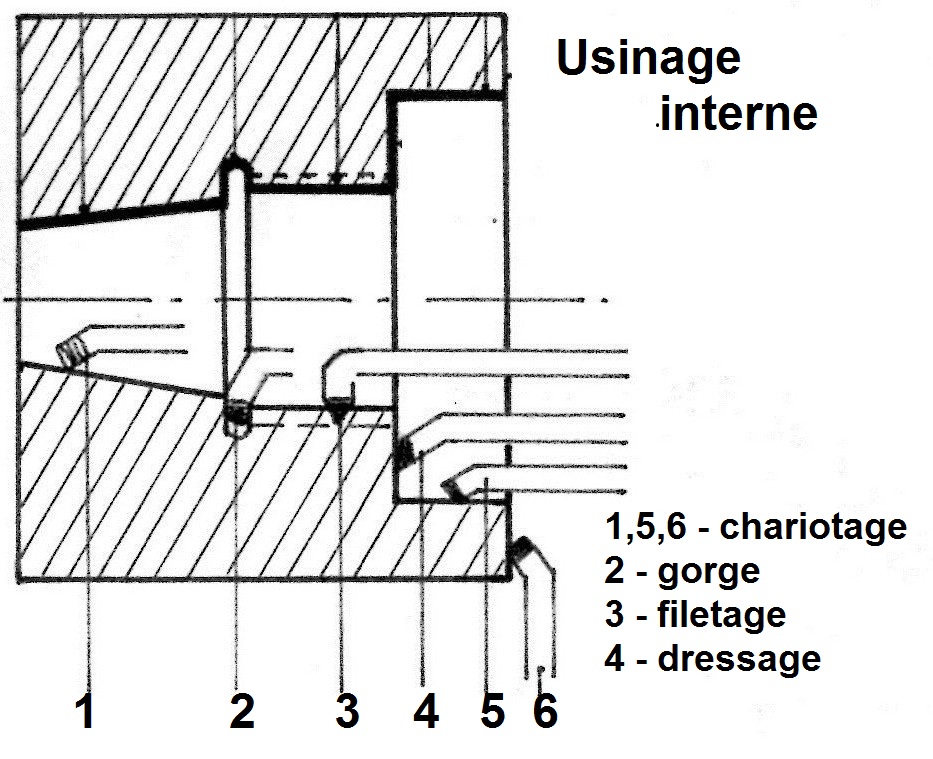
Usinage interne
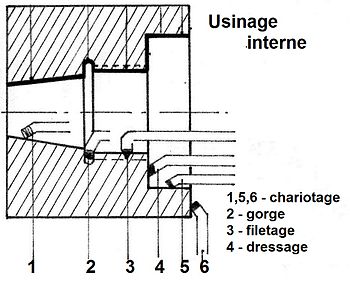 Usinage interne sur tour
Usinage interne sur tourOutil à aléser
Cet outil permet de faire, à partir d'un trou, de l'alésage (cylindre ou cône) (Im.C1-3).
Outil à aléser et à dresser
Cet outil permet de faire, à partir d'un trou, de l'alésage avec du dressage (Im.C1-2).
Outil à chambrer
Cet outil permet à partir d'un alésage, d’usiner une gorge (intérieure) pour positionner un joint ou un circlips par exemple ou de faire du chambrage de dégagement (Im.C5-6).
Outil à fileter intérieur
Cet outil permet de faire, à partir d'un alésage, du filetage intérieur. On obtient alors un taraudage, dont la forme du filet dépend de la forme de la partie active de l’outil : Iso, gaz, rond, carrée, trapézoïdal (Im.C4-5).
Outil à retoucher
Cet outil permet de faire du chariotage, de la finition et du copiage.
Outil porte-grain
L’outil proprement dit, est de petite dimension, en acier rapide, souvent taillé dans une chute de foret cassé ou un foret à centrer, monté dans un logement percé en bout d’une tige métallique et fixé par une vis pointeau. Utilisé pour les alésages longs demandant une bonne rigidité de l’outil. La partie active peut avoir toutes les formes désirées (filetage, rainurage, alésage, dressage...) (Im.D).
Outils à plaquette
Porte-plaquette
C'est un corps carré en acier de différentes sections selon les constructeurs et la machine utilisée (Im.E). Sur ce corps on vient fixer une assise puis une plaquette. Cette assise peut avoir plusieurs inclinaisons.
Plaquette
C'est la partie de l'outil qui usine, elle peut être de carbure ou de céramique et présente plusieurs faces actives.
Liens internes
Références et sources
- Cours de technologie générale, classe de BTS.BE, 1973.





Wikimedia Foundation. 2010.