- Tour parallèle
-
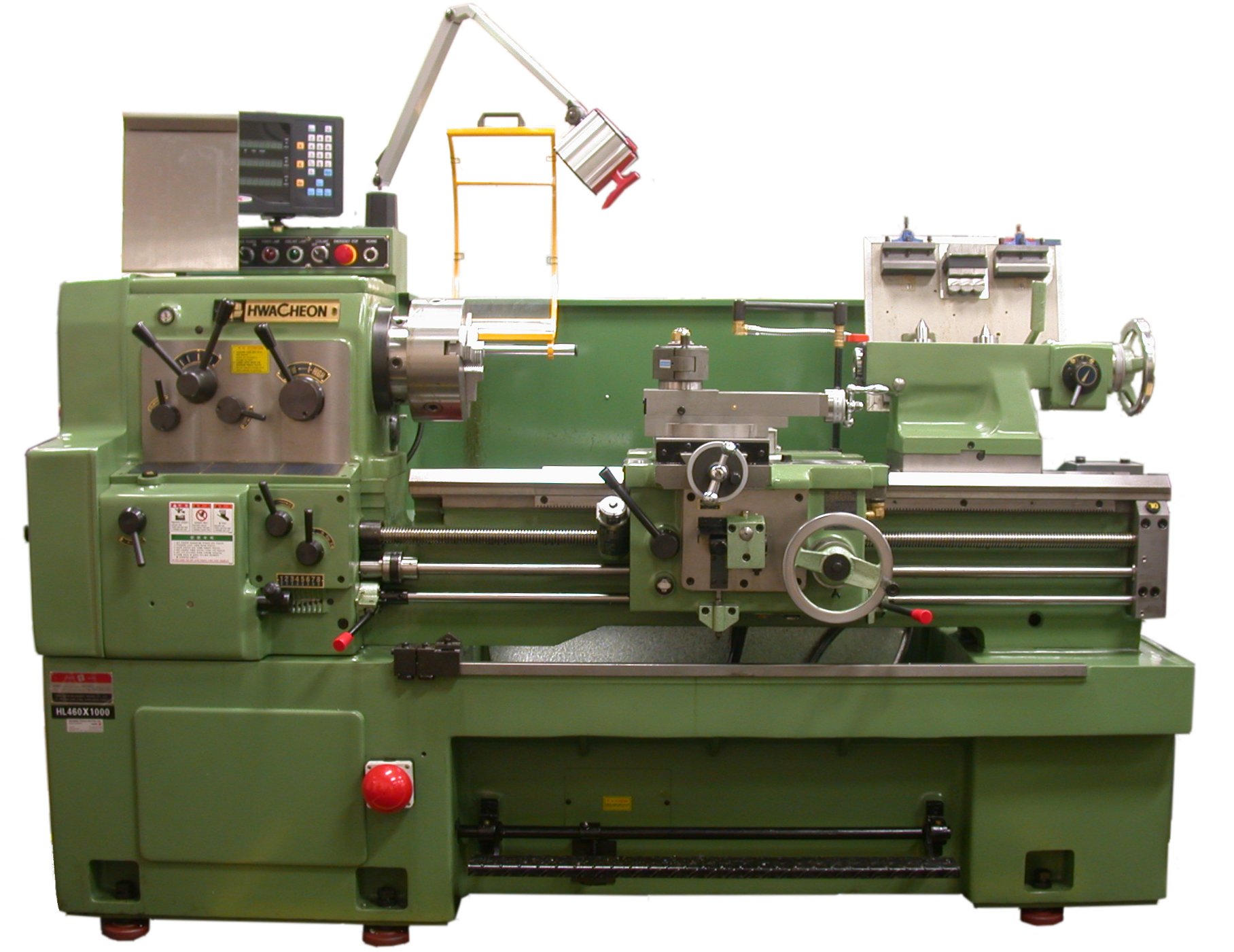
Le tour parallèle a un axe horizontal. Comme ses semblables, celui-ci fait tourner une pièce afin d'obtenir une pièce finie cylindrique (si usinée longitudinalement). Sinon, il est possible de dresser une pièce (usiner le bout de la pièce) pour atteindre un meilleur degré de précision ou un meilleur fini.
Sommaire
Construction
Le tour parallèle se compose essentiellemnt de cinq parties:
- le pied, partie inférieure qui supporte le reste de la structure ainsi que le bac à copeau et la réservoir du lubrifiant-réfrigérant.
- La poupée fixe ou bloc support de broche et système de pignonnerie (vitesses, avances de chariotage et filetage), Cet ensemble à repmlacé le système de poulies étagées et courroie ainsi que le système de Harnais de tour.
- Le banc avec les glissières longitulinales,
- L'ensemble chariot longitulinal, le chariot transversal, tourelle port-outils et systèmes d'avance.
- La contre-poupée ou poupée mobile.
-

Tour parallèle moderne
-

Boîte de vitesse: H1: Bloc de tête, H2: engrenages Intermédiaires, H3: grande vitesse, H4: broche, H5: marche avant / arrière, H6: vitesses d’avance, H7: vis mère, H8: barre de chariotage, H9: sélecteur de filetage, H10: carter de boîte
-

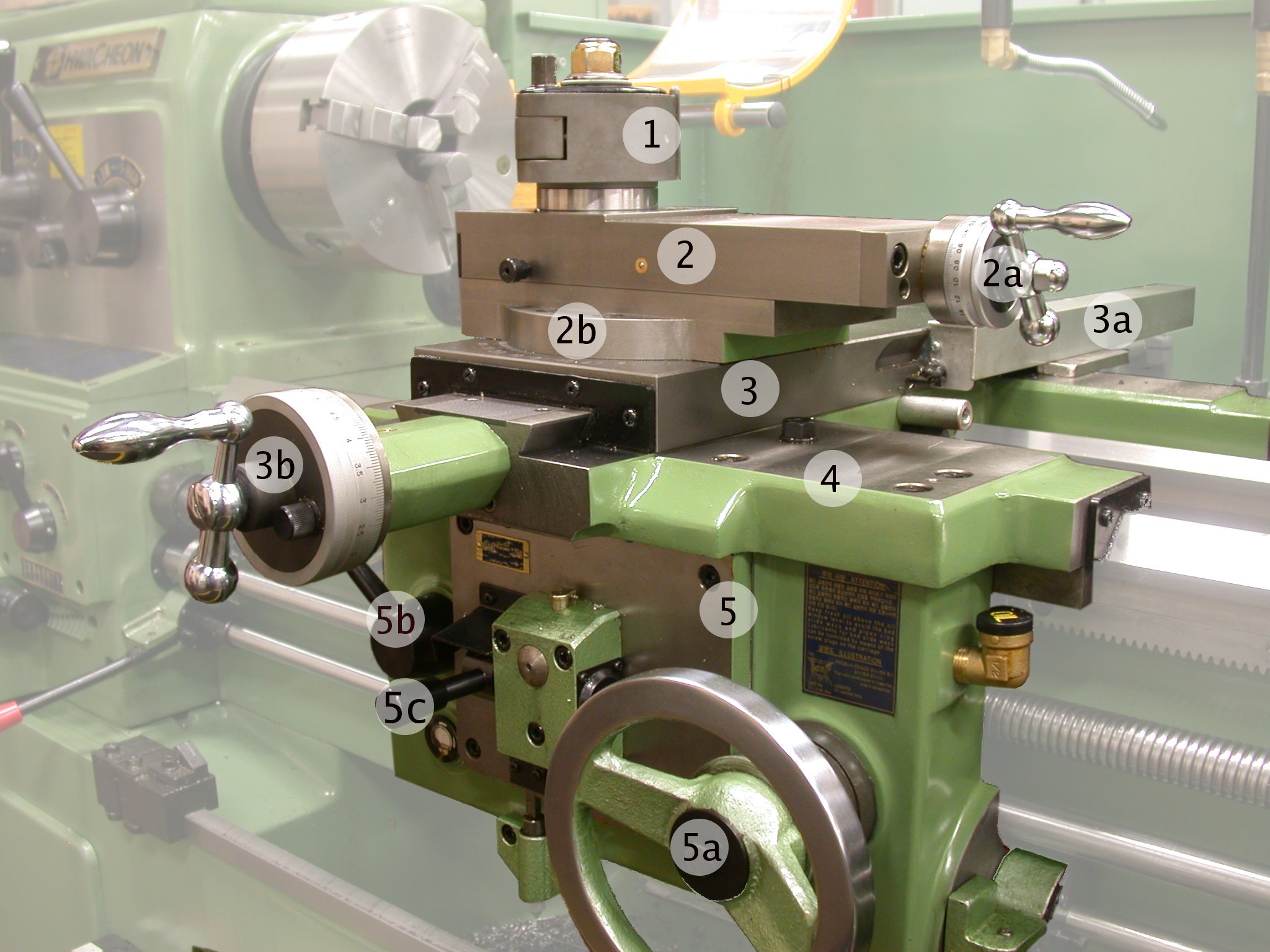
Système de chariotage 1: porte-outils, 2: chariot, 2a: réglage, 2b: base pivotante, 3: chariot transversal, 3b: volant de manoeuvre, 4: trainard, 5: tablier, 5a: volant trainard, 5b: levier avance, 5c: inverseur d’avance.
-

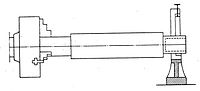
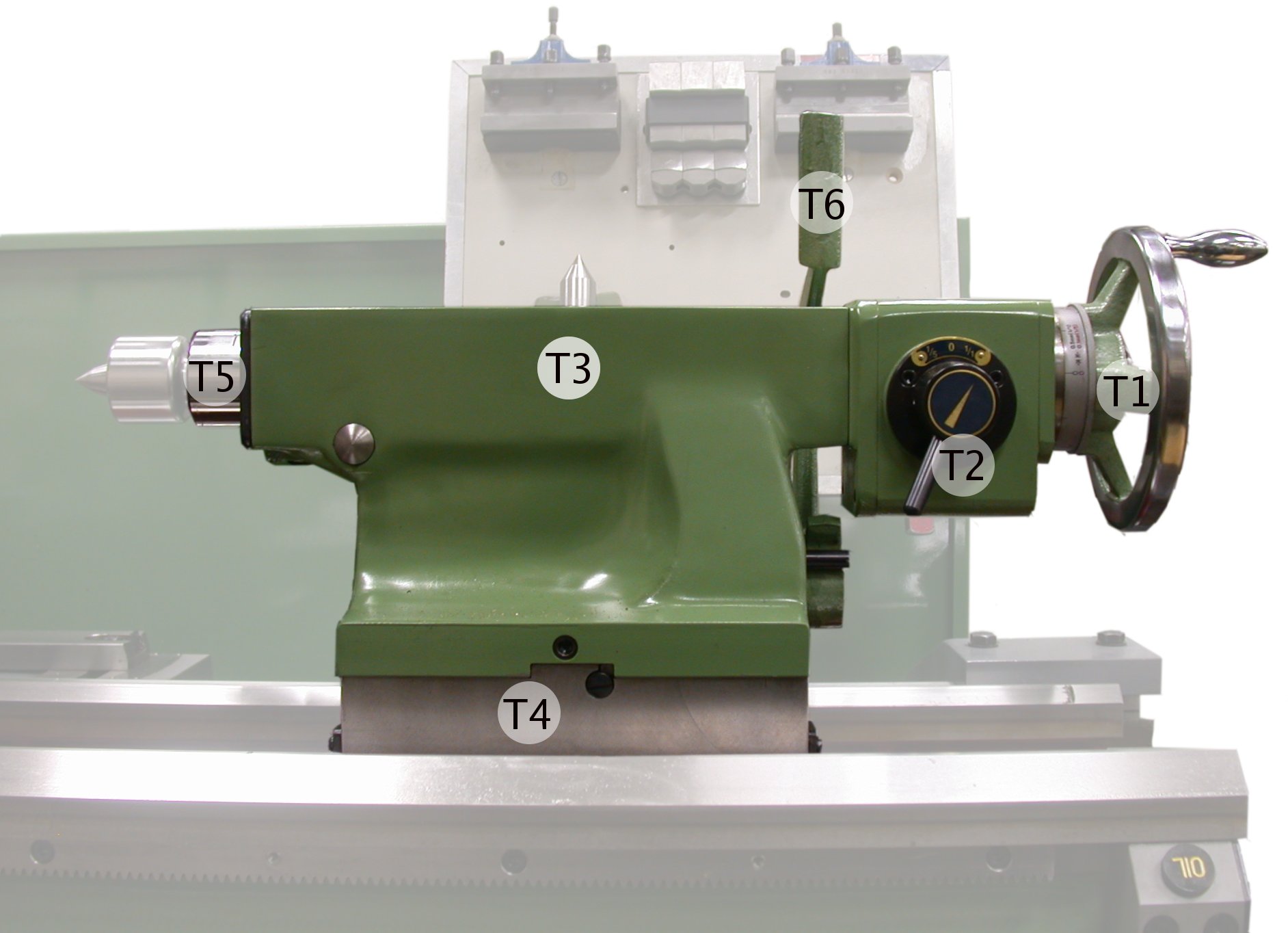
Poupée mobile: T1: vis de manoeuvre, T2: réducteur (en option), T3: le corps, T4: base réglable, T5: broche, T6: levier de verrouillage
Accessoires
Le tour parallèle peut recourir à un vaste éventail d'accessoires :
-

Plateau pousse toc et toc pour usinage entre pointes
-

Mandrin de perçage
-

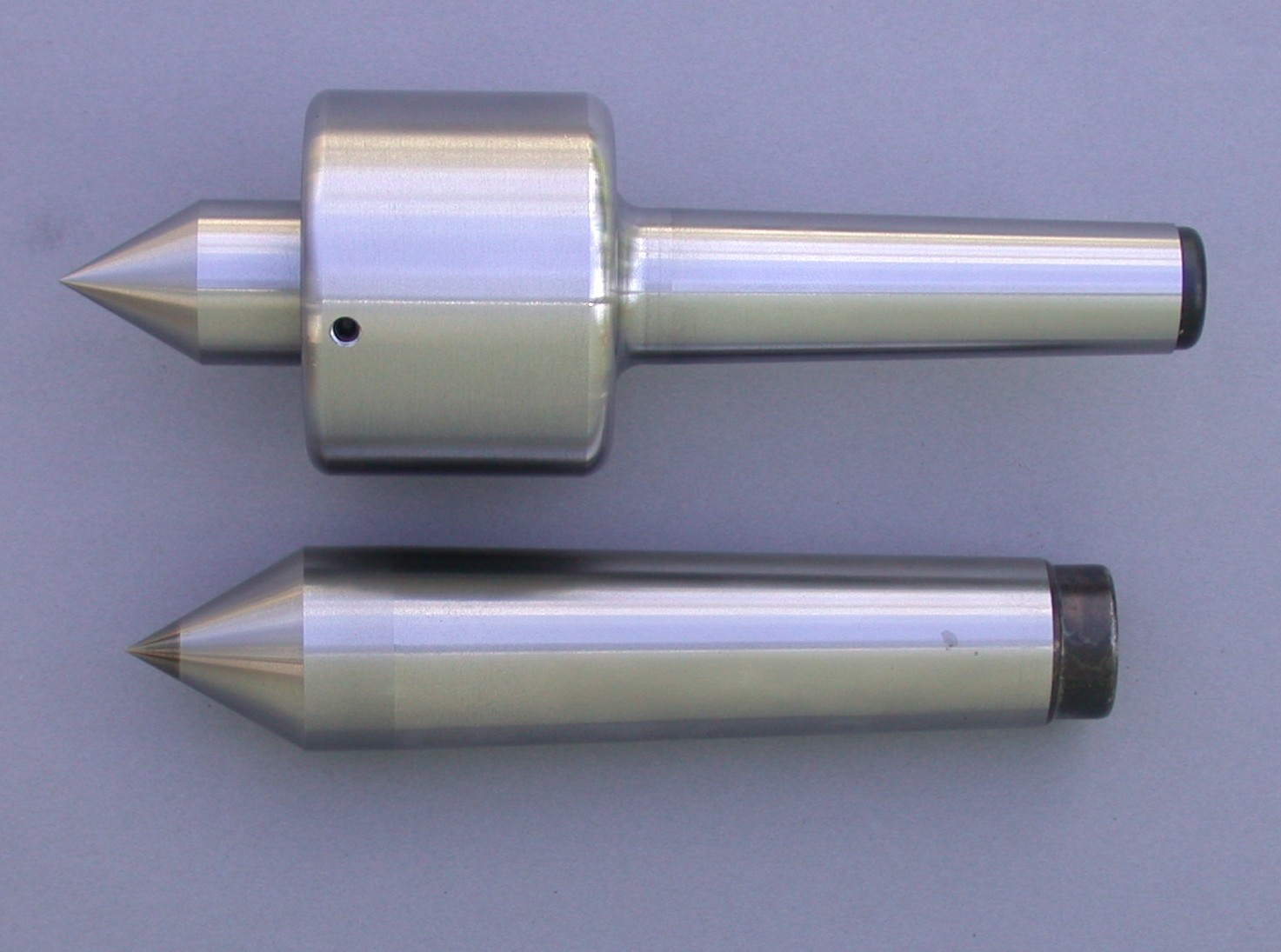
Pointe tournante et pointe fixe
-

Mandrin 3 mors (un mors démonté)
-

Plateau à trous
-

Prise en lunette fixe
-

Forets à centrer
Le mandrin
Cet accessoire, un des plus lourds, est un étau fait d'acier trempé extrêmement résistant se refermant sur lui-même. Donc, il maintient une pièce en place. Il faut préciser que, si le mandrin est utilisé seul (pas de tournage entre pointes, que l'on verra plus loin), il est recommandé de ne laisser qu'une longueur équivalente à deux fois le diamètre (ou l'apothème situé entre deux diagonales s'il s'agit d'un prisme) sortie du mandrin. Sinon, la pièce trop sortie risque fortement de s'échapper vu sa grande vitesse de rotation et s'avère donc extrêmement dangereux.
Il existe plusieurs sortes de mandrins :
- 3 mors (dont certains ont des mors réversibles (qui serrent de l'intérieur ou de l'extérieur)
- 4 mors (qui doivent être ajustés manuellement)
- les mandrins 3 ou 4 mors peuvent être concentriques, c'est-à-dire que les mors avancent en même temps (le centre de la pièce et celui de rotation du mandrin) ou indépendants, c'est-à-dire que chaque mors progresse indépendamment des autres, (le centre de la pièce est désaxé par rapport au centre de rotation du mandrin, cela permet de réaliser des forages excentrés ou des cames excentriques
- universel (qui ne possède qu'un mors uni)
- magnétique (utilisé pour de petites pièces seulement)
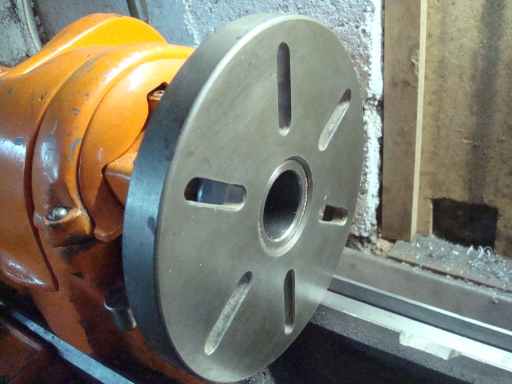
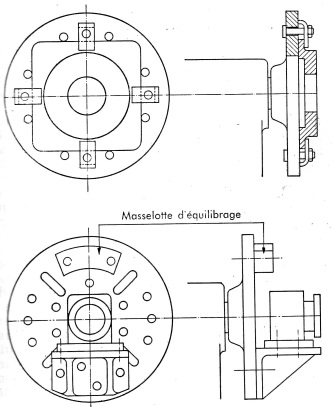
Le Plateau à trous
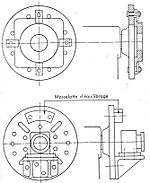 Plateau à trous
Plateau à trous
Comme avec le mandrin 3 ou 4 mors, le plateau à trous est employé pour le montage en l’air et convient pour des pièces où la flexion, qu’elle soit due à l’action de l’outil ou pas, reste dans les limites imposées. Le plateau, selon la technologie de la machine est fixé sur la broche par vissage ou sur cône. Ce montage offre particulièrement la faculté d’opérer des usinages internes (alésages de toutes sortes).
Le blocage diffère selon la forme des pièces à usiner : soit la pièce est bridée directement sur la face du plateau, soit elle est fixée sur une équerre vissée sur le plateau.
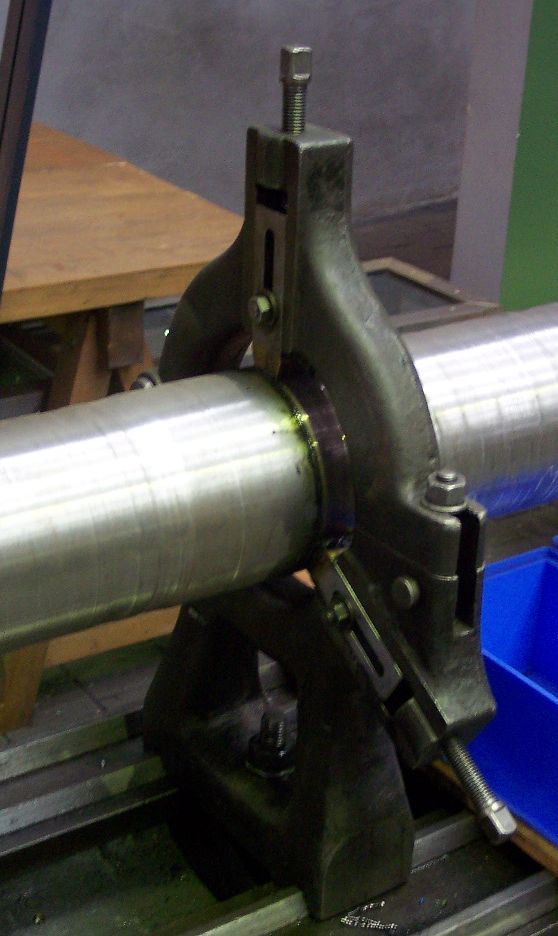
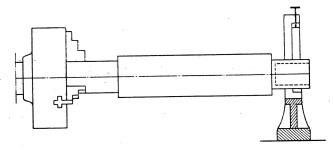
Lunette fixe et mobile
 Usinage en bout avec lunette fixe
Usinage en bout avec lunette fixeL’emploi de lunette s’avère nécessaire lorsque la pièce présente une flexion importante sous les efforts de coupe ou pour l’usinage sur l’extrémité d’une pièce longue ne pouvant enter dans le nez de la broche.
- Lunette fixe, montée fixe sur le banc du tour, maintient (généralement) la pièce en son milieu pendant l’usinage.
- Lunette mobile, montée sur le trainard (ou chariot), le plus près possible de l’outil, suit celui-ci tout en maintenant la pièce.
tournage entre pointes
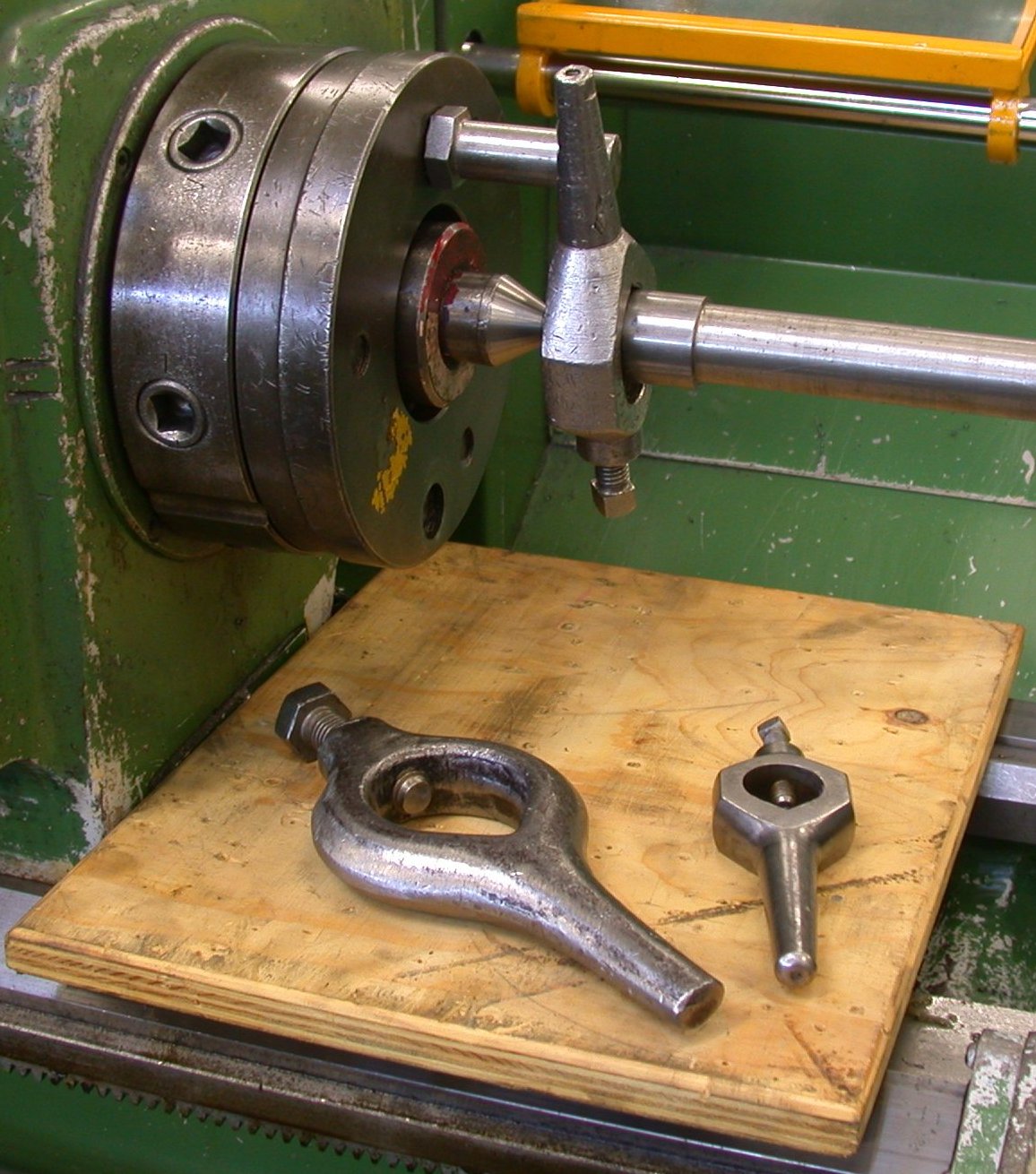
 Plateau pousse toc et toc pour usinage entre pointes
Plateau pousse toc et toc pour usinage entre pointesUn plateau pousse-toc est monté sur le nez de la broche qui reçoit également une pointe, une contrepointe est montée sur la poupée mobile. Cette contrepointe peut être simple ou tournante (recommandée, sauf dans le cas d’usinage très précis). La pièce reçoit un point de centre à chaque extrémité (foret à centrer) et est entraînée en rotation par un toc en contact avec le plateau.
Cet usinage convient pour des pièces longues ne pouvant être usinée en l’air. La cylindricité de la pièce dépend de l’alignement des pointes (réglage avec cylindre étalon et comparateur).
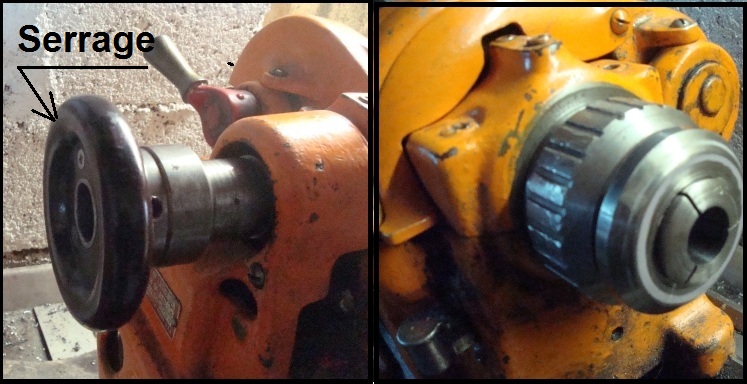
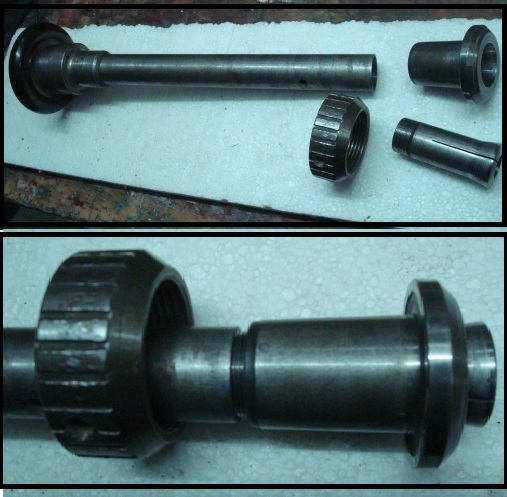
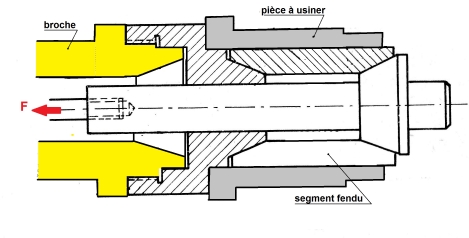
Porte pinces et mandrin expansible
- Le porte pince (pince tirée) est monté dans l’alésage de la broche et centré sur la partie conique de celle-ci. La pince, dont le diamètre intérieur correspond à la pièce à usiner, est vissée sur la nez du porte-pince et un volant sur la partie arrière assure le serrage. Ce dispositif demande une pince spécifique pour chaque diamètre de pièce (tolérance de quelques dixième de mm), mais à l’avantage de ne pas marquer la pièce serrée, montage et démontage rapide sans réglage de concentricité, convient pour pièce unitaire comme pour moyenne série.
- le mandrin expansible est un montage qui permet d'usiner des pièce comportant un alésage interieur (bague,..).
-

Montage de la broche du tour.
-

Porte pince.
-

Panoplie de pinces.
-

Mandrin expansible
Le chariot porte-outils
Il s'agit de l'accessoire qui, comme son nom l'indique, porte les outils de coupe. Son mouvement se fait grâce à une pièce qui le met en contact avec le banc du tour : le trainard.
Généralement, on peut installer jusqu'à quatre outils simultanément de chaque côté du chariot et un porte-outil arrière (pour faire le chanfrein en fin de passe). La forme du chariot vue de haut est un carré. Il dispose soit d'un porte-outil intégré (l'outil se fixe directement sur cette pièce) soit d'une tourelle qui lui permet de recevoir un porte-outil à fixation rapide, ce qui permet de gagner du temps lors des changements d'usinage. L'outil pouvant être préréglé. Son déplacement peut être soit longitudinal, soit transversal, soit incliné pour la réalisation de surfaces conique.
La poupée mobile (ou contre poupée)
Cet accessoire, non-amovible mais coulissant sur les glissières du tour, permet de faire :
- un tournage entre pointes, si la pièce est très longue et doit être parfaitement concentrique (dans ce cas, il nous faudra aligner la poupée)
- un perçage, en faisant tourner une pièce maintenue dans un mandrin et en faisant pénétrer un foret qui, lui, ne tournera pas.
- un taraudage (Par exemple, un trou est taraudé - mais une vis est filetée -)
- de régler la hauteur de l'arête tranchante de l'outil, en effet celui-ci doit être exactement positionné sur le centre de rotation du mandrin, ce qui permet d'obtenir un meilleur état de surface et de garantir la précision de l'usinage.
- d'usiner une surface conique, en désaxant de quelque millimètres et dans le sens transversal, l'axe de rotation de la pièce.
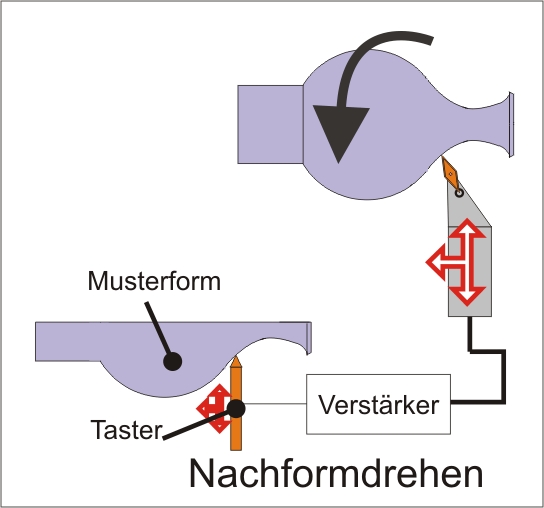
Copieur hydraulique
 Principe du copiage sur tour
Principe du copiage sur tourLe système de copiage ou appareil à reproduire, qui se monte sur le trainard du tour devant la tourelle porte-outils. Il est possible, avec cet accessoire, de reproduire sur une pièce brute, une pièce déjà existante ou le profil d’un gabarit.
Un palpeur suit la génératrice du gabarit et retransmet par système hydraulique le mouvement transversal à l’outil. Sur un tour simple comme le tour parallèle, on distingue deux sortes de techniques :
- l’appareil à reproduire est relié à la tourelle porte-outils par l’intermédiaire de la vis de manœuvre du chariot transversal (cette vis étant désolidarisée du chariot) et donne le mouvement à l’outil.
- l’appareil à reproduire a sa propre tourelle porte-outils.
L'affichage numérique
Il permet d'obtenir un produit de grande précision, pouvant être exécuté au millième de pouce (25.4 micromètres) près, et cela plus facilement qu'avec le tambour rotatif généralement employé qui doit être réinitialisé à la main.
La grande qualité de finition qu'un tour peut produire ne peut pas être conçue à la main. La particularité du tour possède, comme la fraiseuse et la perceuse radiale, une avance automatique sur ses deux axes. C'est elle qui détermine une finition constante, lisse et plus esthétique.
Système d'arrosage
Le lubrifiant est généralement de l’eau de savon, mélange d’eau et d’huile soluble qui assurent également de réfrigérant à l’outil et à la pièce. Il n’est pas employé pour l’usinage des toutes les matières et sur les outils à pastille carbure (choc thermique).
Le lubrifiant contenu dans un bac clos et acheminé sur la pièce par une pompe et un bec verseur dont le débit est assuré par une vanne. Le fluide tombé dans le bac à copeaux rejoint le réservoir après filtration.
Voir aussi





Wikimedia Foundation. 2010.