- Fraisage
-
Le fraisage désigne un procédé d'usinage par enlèvement de matière. Il se caractérise par le recours à une machine-outil : la fraiseuse. L'outil classiquement utilisé est la fraise.
 Fraiseuse à commande numérique
Fraiseuse à commande numérique
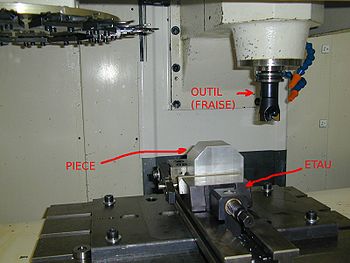
En fraisage, l'enlèvement de matière — sous forme de copeaux — résulte de la combinaison de deux mouvements : rotation de l'outil de coupe d'une part, et avance de la pièce à usiner d'autre part.
La fraiseuse est particulièrement adaptée à l'usinage de pièces prismatiques et permet également, si la machine est équipée de Commande Numérique, de réaliser tout type de formes mêmes complexes.
Les fraiseuses actuelles sont fréquemment automatisées (fraiseuses à commande numérique et centres d'usinage). La programmation de commande numérique de ces machines nécessite le recours à des interfaces logicielles, pour une part embarquées sur la machine elle-même (Directeur de Cde Numérique), et pour une autre part, extérieure à la machine (PC + progiciels Fabrication assistée par ordinateur 2D et 3D) . Dans l'industrie, les ouvriers fraiseurs qualifiés effectuent fréquemment des travaux de tournage complémentaires.
Sommaire
Liste des opérations
La liste des opérations, ou phases, dépend bien sûr de la pièce à fabriquer, mais on retrouve globalement les opérations suivantes :
- débit du brut : découpage de la pièce brute, en général dans de la barre à profil carré ou rectangulaire ;
- vérification du brut : au réglet ou au pied à coulisse, on vérifie que le brut est suffisamment grand (cotes extérieures de la pièce finie + épaisseur à enlever) ;
- ébavurage d'une grande face : avec une lime ou un ébavureur (sorte de petit couteau à lame courbe), on enlève les bavures dues au découpage, pour la face qui se retrouvera en bas lors de la première opération ;
- cubage : on usine successivement les différentes faces afin d'avoir un parallélépipède rectangle « parfait », c'est-à-dire dans les tolérances en termes de dimensions (cotes extérieures de la pièces finie) et géométriques (perpendicularité des faces, la planéité et l'état de surface étant assurés par le réglage de la machine et l'état de la pièce) ;
- réalisation des différentes opérations donnant la forme finale de la pièce.
Chaque démontage de la pièce implique un ébavurage et éventuellement une vérification des cotes.
Il n'est pas toujours nécessaire d'effectuer un cubage intégral, on peut se contenter des faces fonctionnelles — cela incluant les faces nécessaires à la mise en position dans la fraiseuse.
Mode de fraisage
Les principales méthodes de fraisage pratiquées sont :
- le fraisage de profil (dit « de forme ») ;
- le fraisage en bout (dit « d'enveloppe » ou « surfaçage »)
- le fraisage combiné (en bout et de profil)
- le tréflage.
Mode d'action de la fraise
D'autre part, le fraisage peut s'effectuer :
- en opposition : l'effort de coupe tangentiel de la fraise s'oppose à l'avance de la pièce à fraiser ; c'est la méthode utilisée sur machine conventionnelle afin de neutraliser les jeux de transmission de mouvement ;
- en concordance, dit « en avalant » : l'effort de coupe tangentiel accompagne la pièce à fraiser dans son déplacement : c'est la méthode utilisée sur les machine à commande numérique, qui n'ont pas de jeu à compenser grâce au vis à billes.
Principes généraux
La vitesse de coupe Vc est donnée pour un couple matériau à usiner/outil, typiquement de 15 mm/min pour usiner un acier extra-dur avec un outil en acier rapide, à 800 mm/min pour un alliage d'aluminium avec un outil carbure. Cela détermine la fréquence de rotation N (en tour par minute)

- où D est le diamètre de la fraise en mm[1].
et la vitesse d'avance de l'outil. Globalement :
- on choisit l'outil ayant le diamètre le plus petit permettant de couvrir la surface en une seule passe, lorsque c'est possible ; cela permet d'avoir un nombre minimum d'opérations et d'avoir une vitesse d'avance plus rapide, donc de diminuer le temps de fabrication ;
- on envoie les efforts vers le mors fixe de l'étau, afin de ne pas solliciter le mors mobile.
Notes
- c'est la formule
 , adapté aux unités utilisées en atelier, voir Vitesse tangentielle sur la Wikiversité
, adapté aux unités utilisées en atelier, voir Vitesse tangentielle sur la Wikiversité
Voir aussi

Wikimedia Foundation. 2010.