- Alliage metallique amorphe
-
Alliage métallique amorphe
 Alliage métallique amorphe.
Alliage métallique amorphe.
Un alliage métallique amorphe, appelé aussi « métal amorphe », est un alliage métallique solide doté d'une structure amorphe plutôt que cristalline. Ces matériaux peuvent être obtenus par refroidissement très rapide depuis l'état fondu de l'alliage , ou par d'autres méthodes. On parle de « verre métallique » sans que cela n'exclut les autres appellations lorsque le solide est obtenu à partir de l'alliage fondu, par analogie avec le verre de silice.
Les verres métalliques sont des matériaux relativement récents, produits depuis 1960 sous forme de rubans d’épaisseur environ 0,1 mm par trempe sur roue (melt spinning en anglais) puis depuis environ 20 ans sous forme massive, c’est-à-dire dont la plus petite dimension est de l’ordre du centimètre. Ces matériaux présentent des caractéristiques uniques, liées à leur structure amorphe, et font l’objet d’intenses recherches, aussi bien par des approches théoriques qu’expérimentales.
Sommaire
Histoire
Les verres métalliques fabriqués à partir de l’état fondu par trempe rapide ont été découverts en 1960[1]. En raison de leur haute vitesse critique de trempe (104 à 106 K/s), seuls des rubans d’une épaisseur maximale d’environ 0,1 mm ont pu tout d’abord être élaborés.
Plus récemment, on a découvert que certains alliages amorphes pouvaient être élaborés avec des vitesses critiques inférieures à 103 K/s, dans les systèmes Pd-Ni-P[2] et Pd-Cu-Si[3] pour lesquels des diamètres critiques de 0,3 et 3 mm, respectivement, par trempe à eau ont pu être obtenus. À partir de l’année 1988, un nombre croissant de systèmes amorphisables sous forme massive a été découvert. Tout d’abord dans les systèmes base magnésium[4] puis base zirconium[5],[6], base fer[7], base cobalt[8], etc.
Pour un système Pd-Ni-Cu-P l’épaisseur maximale vitrifiable est de 72 mm[9]. Pour les systèmes base Zr, entre 25 et 30 mm selon leur composition[10][11]. Pour ces derniers systèmes, les vitesses critiques de trempe sont de l’ordre de 0,1 K/s.
Les règles permettant de repousser la cristallisation, donc d’obtenir une grande aptitude au formage, suivent principalement deux critères :
- suppression de la germination en augmentant l’énergie d’interface liquide-solide,
- suppression de la croissance cristalline en rendant difficile les réarrangements à longue distance (diffusion) des atomes.
Les alliages amorphes dotés d’une grande aptitude à la vitrification (GFA, Glass Forming Ability) obéissent à des règles semi-empiriques [12] :
- plusieurs composants (au moins 3 éléments et très souvent 5) sont requis ;
- différence de tailles atomiques d’au moins 12% entre les constituants principaux de l'alliage ;
- eutectiques profonds dans les diagrammes de phase des alliages afin de freiner les mouvements atomiques ;
- énergie de mélange négative entre les principaux éléments.
Les verres formés selon ces règles possèdent un DT = TX −Tg important (où TX est la température de début de cristallisation et Tg la température de transition vitreuse), ce qui va autoriser l’étude des propriétés mécaniques à chaud.
La capacité d’un système à former un amorphe massif est extrêmement sensible à la composition. Par exemple, dans un système ZrTiAlHfCuNi, une variation de composition de 2% en aluminium peut empêcher la formation de l’amorphe[13],[14].
Production à partir de l'état fondu
Principe thermodynamique
Voir aussi la sous-section Transition vitreuse de l'article sur le verre.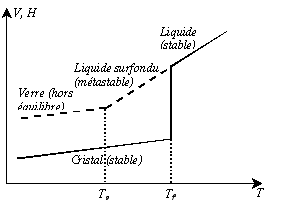 Variations thermiques du volume spécifique V et de l’enthalpie H lors du passage de l’état liquide à l’état solide (vitreux ou cristallin).
Variations thermiques du volume spécifique V et de l’enthalpie H lors du passage de l’état liquide à l’état solide (vitreux ou cristallin).Comme dans le cas du verre de silice, l'alliage fondu, refroidi jusqu'à l'état solide ne sera amorphe que si la température de fusion Tf est passée suffisamment vite pour que les atomes constitutifs de l'alliage n'aient pas le temps de s'organiser selon une structure cristalline. C'est-à-dire qu'il faut refroidir le liquide à une vitesse supérieure à une vitesse critique Rc telle que les températures inférieures à Tf sont atteintes sans que le liquide se soit solidifié.
Cela se traduit par la continuité de la variation d'une grandeur thermodynamique comme le volume occupé par cette phase (en maintenant la pression constante) ou d'une des fonctions thermodynamiques énergétiques molaires, comme l'enthalpie H, par exemple, sans changement de pente au point Tf. Une cristallisation aurait conduit à une discontinuité pour ces grandeurs, et à un changement de leur pente sur un diagramme (V,T) ou (H,T).
Après le passage de Tf, la matière est dans un état métastable appelé liquide surfondu ; elle est toujours liquide, mais sa viscosité augmente rapidement avec l'abaissement de sa température.
En continuant d'abaisser la température, le liquide se fige en un solide amorphe où les atomes ont une organisation désordonnée semblable à celle qu'ils avaient dans le liquide surfondu.
Le passage de liquide surfondu à solide amorphe se traduit sur un diagramme (V,T) ou (H,T) par une rupture de la pente de la courbe au point Tg (température de transition vitreuse), sans discontinuité du volume spécifique ou de l'enthalpie. Si, laissé à température constante, le liquide surfondu pourra cristalliser dans des durées observables, ce n'est plus le cas du solide amorphe.
Tout ceci fait la similarité entre verre métallique et verre de silice. La différence majeure entre ces deux types de matériaux du point de vue de leur obtention est la vitesse critique de trempe Rc qui dépend de la composition du liquide à refroidir. Si pour le verre de silice, Rc est suffisamment faible pour permettre de travailler et mettre en forme longuement la pâte de verre, les métaux ont une très forte propension à cristalliser et les premiers alliages amorphes obtenus pour le binaire Au80Si20 ont nécéssité une hypertrempe à 106 K/s.
Cette différence de vitesse de trempe critique signifie que les procédés mis en œuvre et les pièces obtenues pour ces deux matériaux sont radicalement différents.
Élaboration de l'alliage
Pour une composition d'alliage donnée, la vitesse de trempe critique Rc est fixée ; elle varie d'un alliage à l'autre. Pour de nombreuses composition, aucune méthode actuelle ne permet d'obtenir un solide amorphe à partir de l'état fondu. Cependant, des règles empiriques ont été énoncées par Akihisa Inoue qui donnent des crières à vérifier pour une meilleure capacité à former un solide amorphe (glass-forming ability en anglais). Ces règles disent que :
- l'alliage doit comporter plusieurs composants (au moins trois éléments et très souvent cinq ou plus) ;
- les éléments principaux de l'alliage doivent présenter une différence de tailles atomiques d’au moins 12% ;
- les diagrammes de phase binaires et ternaires des éléments constitutifs doivent présenter des eutectiques profonds ce qui indique des mouvements atomiques plus lents dans l'alliage ;
- l'énergie de mélange entre les principaux éléments doit être négative.
Ces règles sont le fruit d'observations expérimentales de tendances et sont cependant à considérer avec précaution : en effet, un faible changement de composition de l'alliage, n'altérant pas le respect des règles d'Inoue peut changer la capacité à former des solides amorphes de manière importante.
La capacité à former un solide amorphe peut être évaluée par exemple par l'amplitude du domaine de température de la zone de liquide surfondu. Lorsqu'elle augmente, la vitesse de trempe critique Rc diminue, ce qui permet de fabriquer un solide amorphe avec une trempe moins rapide, dans des conditions moins sévères et avec une plus forte épaisseur. Étant donné que les techniques de trempe sont difficiles à améliorer et que la vitesse de trempe est toujours limitée par la diffusion de la chaleur dans l'échantillon lui-même, l'exploration, parfois systématique, des compositions d'alliages à la recherche de grandes capacités à former des solides amorphes est un domaine de recherche très actif.
Méthodes de trempe
Une fois l'alliage élaboré, la méthode de trempe conditionne grandement la forme finale des objets produits : le liquide se solidifie durant la trempe et l'usinage de ces matériaux fragile est difficile. Cependant, le matériau amorphe une fois solidifié, s'il a une large zone de liquide surfondu, peut être chauffé jusqu'à ces températures et présente alors des propriétés plastiques intéressantes pour la mise en forme.
Trempe sur roue
Article détaillé : Trempe sur roue.La trempe sur roue est une méthode utilisée depuis les débuts des alliages métalliques amorphes. Elle permet d'obtenir des vitesses de trempe très élevées par contact avec un tambour de métal refroidi, et en produisant des échantillons minces (d'épaisseur environ 10 μm). On obtient ainsi une hypertrempe (106 K/s). On peut produire ainsi de manière industrielle des rubans longs qui, éventuellement recuits et enroulés, trouvent une application comme noyau ferromagnétique pour des transformateurs.
Coulage dans un moule refroidi
Il s'agit simplement d'injecter ou de laisser couler le métal liquide dans un moule en métal bon conducteur de chaleur refroidi, par exemple par un circuit de refroidissement à eau. Ceci permet de produire des échantillons de verre métallique massif, pourvu que la dimension de l'échantillon voulu soit en accord avec la composition de l'alliage employé.
Étant donnée la difficulté d'usiner des morceaux de verre métallique en raison de leur grande fragilité, la forme du moule sera celle de l'échantillon final. Les formes employées sont généralement des barreaux ou des plaques.
Trempe à l'eau
Le liquide peut aussi être laché dans un reservoir de liquide froid, comme de l'eau froide. On obtient alors des billes de solide amorphe.
Propriétés mécaniques
À température ambiante, les verres métalliques présentent des contraintes à rupture très élevées (jusqu’à plus de 2 GPa pour les verres base Zr) associées à des déformations élastiques particulièrement importantes (plus de 3 %). Macroscopiquement, ils montrent un comportement fragile (rupture sans déformation plastique préalable) mais on relève la présence de bandes de cisaillement, caractéristiques d’une activité plastique locale : ainsi, ce mode de déformation est appelé mode hétérogène.
À haute température (T > 0,8Tg) le matériau peut suivre un mode homogène de déformation, pour lequel les bandes de cisaillement disparaissent totalement, et tout le matériau participe à la déformation. Le verre peut subir dans ce mode là des déformations allant jusqu’à plus de 10 000 % en traction ([Inoue et al. 1997a]).
La diffusion dans les verres métalliques
Les matériaux cristallins possèdent deux modes principaux de diffusion : la diffusion par mécanisme lacunaire, qui se produit pour les atomes situés sur les sites du réseau, ou bien par diffusion interstitielle, dans ce cas de petits atomes situés entre les sites du réseau cristallin peuvent migrer par saut entre les atomes du réseau. Dans le cas des amorphes, la situation est moins nette, en raison de l’absence de réseau cristallin.
Expérimentalement, en ce qui concerne les verres métalliques, on constate un changement de pente dans le régime de diffusion lors du passage de la transition vitreuse il résulte en une moins grande dépendance du coefficient de diffusion à la température à l’état vitreux, le coefficient de diffusion devenant ainsi plus élevé que ce que prédirait l’extrapolation des valeurs du liquide surfondu.
Relaxation structurale
Lorsqu’un verre est maintenu à une température T <Tg, il présente le phénomène de relaxation structurale. Le verre subit des réarrangements atomiques tendant à rapprocher la température fictive Tf de la température de traitement isotherme. Ainsi, la densité du verre va tendre à augmenter. Russew et Sommer ([Russew and Sommer 2003]), ont montré que dans le cas de verres base Pd, cette variation de densité peut atteindre environ 0,2 %.
Cette variation de densité a été confirmée par des mesures de temps de vie de positrons (PAS Positron Annihilation Spectroscopy) sur des nuances base Zr ([Suh and Dauskardt 2003],[Nagel et al. 1998]). La relaxation structurale peut être suivie par des expériences de diffraction des rayons X ([Mao et al. 1995]) qui manifestent l’existence de deux mécanismes associés à la relaxation structurale : des mouvements atomiques radiaux qui tendent à augmenter la densité du verre (topological short-range ordering ou TSRO) et des mouvements locaux qui augmentent l’ordre chimique à courte distance (chemical shortrange ordering ou CSRO) mais laissent inchangée la densité (voir aussi [Taub and Spaepen 1980]).
L’augmentation de densité est accompagnée d’une augmentation de module d’Young ([Koebrugge et al. 1992]) qui peut atteindre 10 % dans le cas de rubans amorphes base Pd. La relaxation structurale entraîne une variation de l’enthalpie associée à la transition vitreuse mesurée par DSC, directement proportionnelle à la variation de densité.
Diverses propriétés physiques et applications
Les verres métalliques possèdent un ensemble de propriétés exceptionnelles : résistance à la corrosion et à l'abrasion, ferromagnétisme exceptionnellement doux, limite élastique très élevée, possibilité de mise en forme à la cote, biocompatibilité, etc. Leur commercialisation a commencé depuis quelques décennies sous forme de ruban, pour des transformateurs ou comme renforts de bétons armés, et quelques années pour les verres massifs, comme articles de sport (raquettes de tennis, clubs de golf, batte de baseball), éléments pour composants électroniques haute fidélité, etc. Ces matériaux étant toutefois chers, ils ciblent essentiellement des secteurs à haute valeur ajoutée (médical, militaire, ...), ou de luxe (sport, bijouterie).
Notes et références
- ↑ [Klement et al. 1960]
- ↑ [Bagley and DiSalvo 1973]
- ↑ [Chen 1974]
- ↑ Inoue et al. 1988
- ↑ Inoue et al. 1990
- ↑ Peker and Johnson 1993
- ↑ Inoue et al. 1997c
- ↑ Inoue et al. 1998
- ↑ Inoue et al. 1997b
- ↑ Inoue and Zhang 1995
- ↑ Johnson 1996
- ↑ cf. par exemple Inoue 2000 pour une revue
- ↑ Soubeyroux et al. 2001
- ↑ Soubeyroux and Claret 2001a
 Portail de la chimie
Portail de la chimie Portail de la physique
Portail de la physique
Catégorie : Alliage

Wikimedia Foundation. 2010.