- Moulage carapace
-
Procédé Croning
Le procédé Croning ou moulage carapace, consiste à concevoir un modèle en sable qui peut être soit une carapace soit un noyau.
Sommaire
Principe
Un mélange fait de sable+résine+catalyseur est injecté dans un moule métallique chauffé. Au contact de cette chaleur (entre 200 à 300°) le sable durcit par polymérisation.
Le sable Croning (marque déposée) est un sable mélangé a une résine thermodurcissable et à un catalyseur.
Pour la fabrication série, comme pour l’automobile, les outillages sont montés sur des machines automatiques, chauffés par jets de gaz ou résistances électriques. Les moules obtenus sont très précis, qu’ils soient pleins pour les carapaces ou évidés pour les noyaux.
Carapace
Le sable Croning est introduit dans le moule chauffé vers les 200°, celui-ci pivote pour répandre le sable sur toutes les parties. En principe le moule est complètement rempli. La carapace présente une surface très dure. On obtient une demi-carapace qui est assemblée à sa « jumelle » par collage ou agrafage. Le métal est coulé à l’intérieur de la carapace.
Noyau
Même principe que pour la carapace, le moule est chauffé vers les 300°, le moule pivote pour permettre au sable de se polymériser autour du modèle sur une certaine épaisseur. Le moule est ensuite renversé pour évacuer l’excédent de sable vers le bas. Le noyau est creux à l’intérieur et, par expérience, l’épaisseur de la toile est calculée (temps de moulage) pour résister à la pression du métal lors de la coulée.
Moulage Croning
 Moulage noyau Croning
Moulage noyau Croning
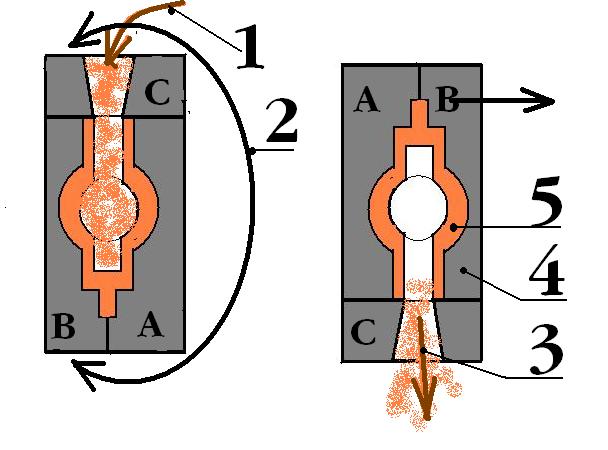
Le modèle est composé d’au moins trois parties : A=partie fixe sur la machine, B=volet mobile etC=Base de fermeture et de soufflage du sable. 1=introduction du sable Croning, 2=pivotements du modèle, 3=évacuation de sable en trop, 4= ouverture du volet mobile, 5=éjection du noyau.
Caractéristiques
- Avantages : légèreté des carapaces et noyaux - bon aspect des pièces coulées – adaptée à la série quelle soit grande ou petite – cadence de fabrication élevée, automatisation poussée – précision dimensionnelle élevée, tolérances faibles – opérations de parachèvement réduites – convient pour la coulée de tous types de métaux.
- Inconvénients : Outillages chers, amorti sur grande série – mise au point délicate – Résine chère – odeurs et fumées – chaleur dégagée par les installations.
Domaines d’utilisation
- Carapaces Croning : dans l’industrie automobile, les carapaces sont utilisées pour couler les arbres à cames et les chemises de cylindre par coulée par centrifugation.
- Noyaux Croning : assemblage du modèle de carter cylindre avec un noyau par cylindre et les noyaux d’extrémité..
Galerie

Carapace d’arbre à cames en Croning

Extraction noyau Croning de carter cylindre

Modèle sable carter cylindre
Liens internes
 Portail de l’industrie
Portail de l’industrie
Catégories : Technique de transformation des métaux | Métallurgie



Wikimedia Foundation. 2010.