- Extrusion des plastiques
-
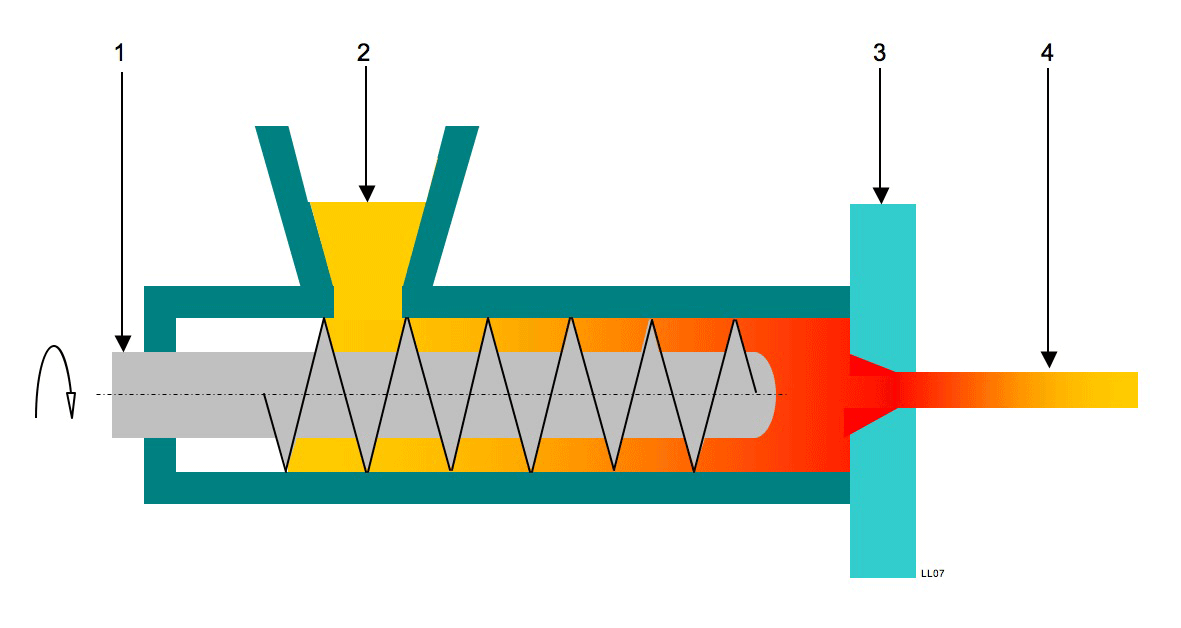
 Schéma d'une extrudeuse montrant la vis sans fin (1) dans le fourreau chauffant et l'extrudat encore fluide (4) sortant de la filière de la tête d'extrusion (3).
Schéma d'une extrudeuse montrant la vis sans fin (1) dans le fourreau chauffant et l'extrudat encore fluide (4) sortant de la filière de la tête d'extrusion (3).
 Tuyaux en PVC extrudé.
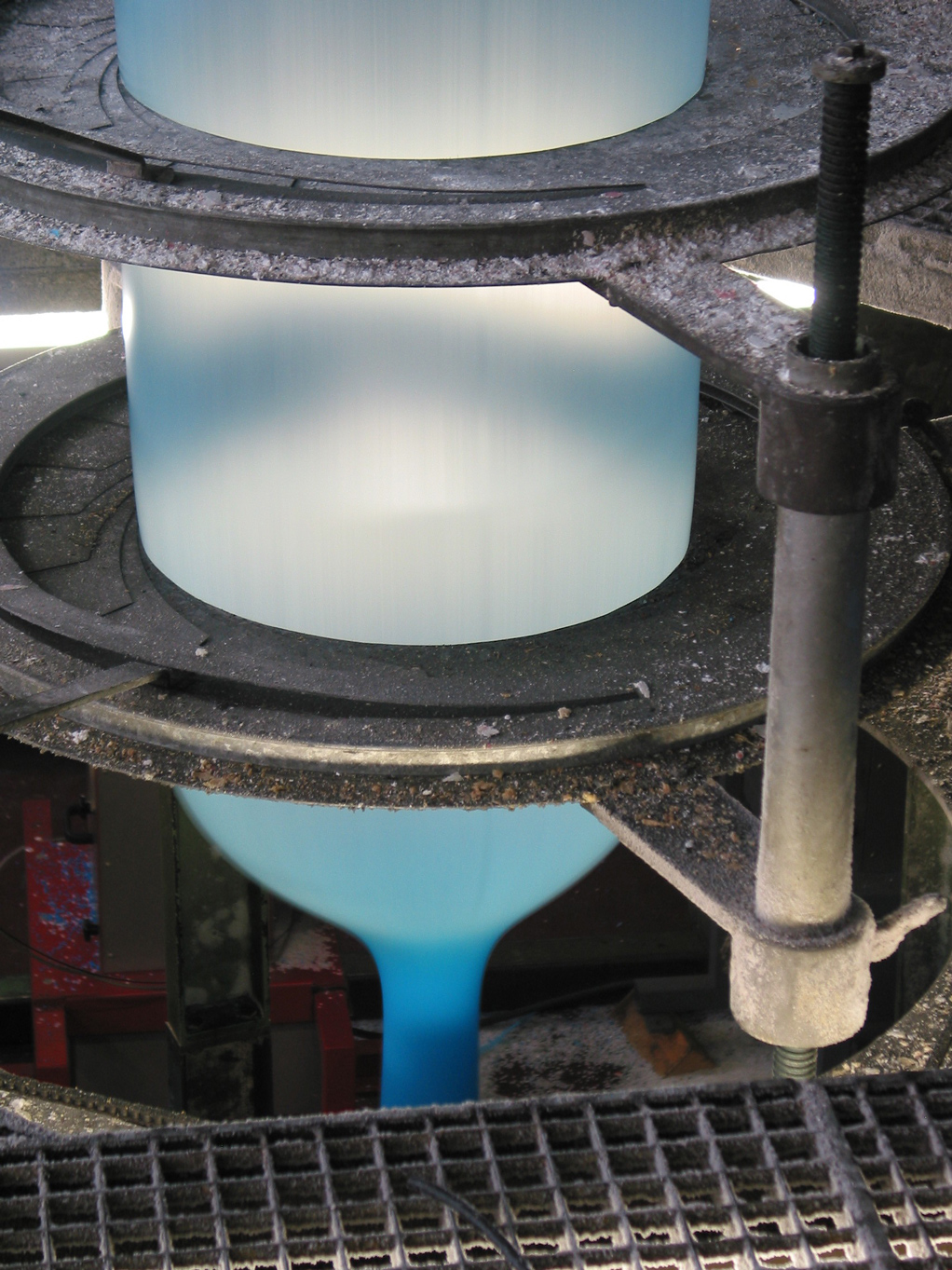
Tuyaux en PVC extrudé. Extrusion-gonflage : formation d'une bulle cylindrique verticale, pour la production de films.
Extrusion-gonflage : formation d'une bulle cylindrique verticale, pour la production de films.Les produits en matière plastique sont souvent fabriqués par extrusion. À partir d'un matériau sous forme de granulés ou de poudre, le plus souvent thermoplastique, on produit en continu des pièces de grande longueur : profilés pour portes et fenêtres, tuyaux, câbles, tubes, feuilles, films, fibres textiles, plaques, joncs, etc.
Les producteurs de matières plastiques ont développé des grades adaptés à l'extrusion pour tous les types de polymères. Un polymère avec une masse molaire élevée et une structure amorphe est préféré pour l'extrusion. Pour l'extrusion-gonflage, une large distribution de masses molaires est requise.
Sommaire
Principe de l'extrusion des plastiques
L'extrudeuse, parfois nommée boudineuse, comprend un fourreau cylindrique chauffant (thermorégulé) à l'intérieur duquel tourne une (ou deux) vis sans fin alimentée(s) à travers des doseurs par des trémies d’alimentation en granulés ou en poudre.
Le fourreau est composé de plusieurs modules fermés ou équipés d’un orifice d’alimentation ou de dégazage.
La vis est caractérisée par sa longueur (L) et son diamètre (D) ainsi que par le ratio de ces deux paramètres (L/D). La vis est constituée d’un ensemble d’éléments de vis assemblés sur un arbre cannelé.
La vis malaxe, compresse, cisaille, échauffe et transporte en continu la matière fluidifiée et homogène vers la filière. Celle-ci conférera à la masse plastifiée la forme désirée.
Pour la fabrication de films plastiques (film étirable, sac poubelle, ...), le matériau passe à travers une filière à entrefer fin, de manière à former un extrudat de quelques dixièmes de millimètres d'épaisseur.
Dans le cas de la fabrication de profilés, l'extrudeuse est généralement suivie d'un bac de calibration qui ajuste la pièce aux tolérances recherchées. La mise aux dimensions se fait à l'entrée du bac via un calibrateur lubrifié, ensuite la pièce est refroidie par échange thermique avec un flux d'eau circulant.
Cette opération peut faire appel à plusieurs techniques dont le choix est déterminé notamment par les dimensions de la pièce à réaliser.
Extrusion-gainage
La technique d'extrusion-gainage permet de recouvrir les conducteurs électriques d'au moins une couche de matériaux polymères (PVC, HDPE, fluoropolymère, etc.) pour les isoler. L'installation qui applique une matière plastique sur un conducteur s'appelle une ligne d'extrusion. Une ligne d'extrusion simple est composée de plusieurs accessoires, souvent onéreux :
- d'une machine qui déroule le conducteur nu, le dévidoir ;
- d'une ou plusieurs extrudeuses qui appliquent le plastique sur le conducteur ;
- d'un bac de refroidissement ;
- d'un cabestan ;
- d'une machine qui enroule le fil isolé sur une bobine, le bobinoir.
Extrusion-formage
La matière est extrudée sous forme de nappe et mise aussitôt en forme par une technique analogue au thermoformage. Cette technique est adaptée aux grandes séries et à la fabrication de pièces de grandes dimensions (éléments de carrosserie, bateaux, valises, carters, pots, barquettes, etc.).
Extrusion-calandrage
Cette méthode se prête à la fabrication de feuilles et de plaques.
Extrusion en filière plate
Cette extrusion dite cast permet de tirer des films plastiques en faibles épaisseurs, de 7 jusqu'à 30 µm.
Extrusion-soufflage
Il s'agit de gonfler un tube (paraison) obtenu par extrusion, en y insufflant de l'air ou un gaz inerte pour que la matière fluide vienne se plaquer contre les parois du moule de soufflage constitué de deux demi-moules. Cette technique permet de mouler en discontinu des corps creux (récipients tels que réservoirs, bouteilles, flacons, etc.).
Extrusion-gonflage
On forme dans un premier temps une paraison à paroi mince. Après gonflage (la bulle est souvent spectaculaire) et refroidissement, on obtient des films (sacs plastiques en PE, PP, ...). À la différence de l'extrusion-soufflage, ce procédé n'utilise pas de moule.
Filage
Les trois techniques de filage des polymères (filage à l'état fondu, par voie sèche et par voie humide) utilisent des filières comportant plusieurs dizaines de trous. L'étirage longitudinal après refroidissement des fils continus est très important (jusqu'à 500 %). En général, la vitesse d'étirage est légèrement supérieure à la vitesse de la matière en sortie de filière. Cet étirage longitudinal aligne les chaînes moléculaires, ce qui améliore nettement les propriétés mécaniques (rigidité, résistance à la déformation dans l'axe d'étirage...) du matériau. La technique de filage du polymère à l'état fondu est la plus utilisée. Elle est employée pour l'élaboration de fibres textiles en PE, PP, PA et PET.
Coextrusion
Plusieurs vis d'extrusion alimentent une filière pour coextruder jusqu'à neuf couches de polymère, chacune ayant ses qualités propres. Par exemple, obtention pour l'emballage alimentaire de films multicouches à effet barrière au dioxygène, responsable de l'oxydation des produits frais ou cuisinés (un emballage en PE est perméable au dioxygène).
Articles connexes
- Résine
- Granulé plastique
- Melt flow index (MFI)
- Extrusion | Extrusion-soufflage
- Mise en forme des matériaux
- Moulage par injection | Injection des polymères

Wikimedia Foundation. 2010.