- Filage (métallurgie)
-
 Pour les articles homonymes, voir Filage.
Pour les articles homonymes, voir Filage.Le filage est une méthode de mise en forme des métaux par compression. Elle consiste à pousser un matériau ductile (éventuellement rendu ductile par chauffage) à travers une filière.
Cette méthode permet d'obtenir des produits longs qui peuvent être de formes simples (barres, tubes) ou plus compliquées (profilés pour l'aéronautique ou le bâtiment). La poussée permettant la déformation est généralement fournie par des presses hydrauliques.
Sommaire
Le filage
Définition
Le filage consiste à placer du métal solide chauffé à la température dite de filage dans un outillage appelé généralement conteneur et de la faire ressortir par un orifice (d'une filière, en général) plus petit en exerçant une poussée. À partir d'un certain effort, il y a écoulement plastique à travers la filière. Cette dernière peut avoir des formes variées.
L'intérêt de la méthode est la relative simplicité, le coût relativement modéré des outillages. Elle permet d'obtenir avec un nombre limité d'opérations des déformations très importantes. La mise en œuvre est relativement faible. En revanche, le nombre de formes étant par essence relativement limité.
Il est possible de filer un grand nombre de métaux : alliages d'aluminium, aciers, alliages de cuivre, alliages de magnésium, etc.
Quantification de la déformation
La sévérité de filage est déterminée par le coefficient de déformation ou le rapport de filage.
Coefficient de déformation
Plus le coefficient est élevé, plus la sévérité de déformation est élevée.
 : longueur du produit filé
: longueur du produit filé : longueur de la billette.
: longueur de la billette.
La billette est le métal de départ qui généralement est un cylindre.
Rapport de filage
Le rapport de filage est également une évaluation de la sévérité de filage. Il est plus usité que le coefficient de déformation.
 : section de la billette
: section de la billette : section du produit filé.
: section du produit filé.
Force de filage
La force de filage permet de connaître la force nécessaire pour une déformation donnée et permettra de connaître en pratique la presse qu'il faudra utiliser.
 (daN) : force à appliquer sur le poinçon
(daN) : force à appliquer sur le poinçon (mm) : rayon du conteneur
(mm) : rayon du conteneur (daN/mm2) : résistance à la déformation de la matière à la température de déformation (appelé également contrainte d'écoulement)
(daN/mm2) : résistance à la déformation de la matière à la température de déformation (appelé également contrainte d'écoulement) : rapport entre la section de la billette et la section du produit fini à la température de déformation (appelé rapport de filage)
: rapport entre la section de la billette et la section du produit fini à la température de déformation (appelé rapport de filage)- (mm) : longueur de la billette
 : coefficient de frottement entre la billette et la paroi du conteneur.
: coefficient de frottement entre la billette et la paroi du conteneur.
En pratique, si la lubrification est bonne, on considère f=0 et la formule devient :
 .
.
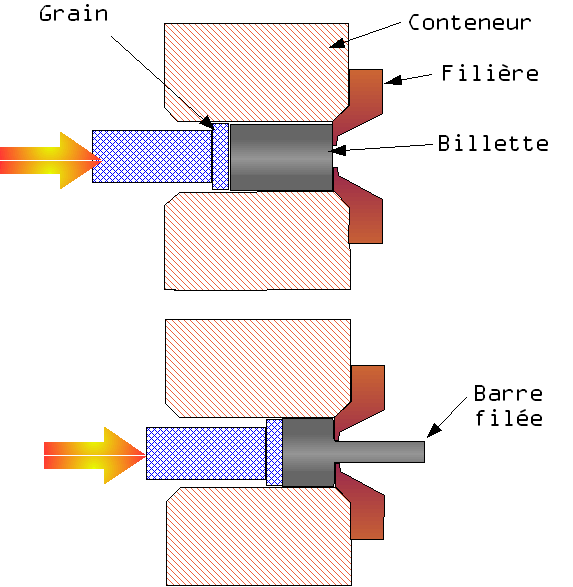
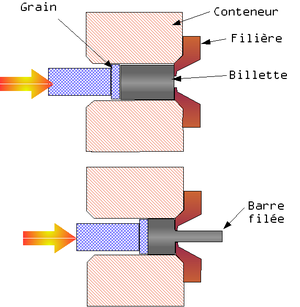 Schéma du filage direct
Schéma du filage direct
Les différents types de filage
Le filage direct
La billette (cylindre plein de métal) de métal préalablement chauffée est placée dans le conteneur. Un poinçon exerce une poussée. Le métal est d'abord plaqué contre la filière et file à travers la filière en prenant sa forme définitive.
C'est le procédé de filage le plus simple. Il présente des inconvénients principalement à cause du frottement du métal sur la surface interne du conteneur. Ce frottement pouvant avoir des conséquences sur les outillages eux-mêmes mais également sur la structure du métal. La maîtrise de la lubrification modère cet inconvénient.
Le filage inverse
 Schéma du filage inverse
Schéma du filage inverseDans le cas du filage inverse, la filière est placée à l'extrémité d'un poinçon. La billette chauffée est placée dans le conteneur. L'on plaque une tête sur le conteneur. C'est donc l'ensemble, billette, conteneur et tête qui avance vers la filière. Le métal file à l'intérieur du poinçon.
Le gros avantage de la méthode réside dans la suppression des frottements entre la billette et le conteneur. L'effort de filage est minoré ce qui permet l'utilisation de presses de moins forte puissance. L'absence de frottement supprime une partie des échauffements ce qui permet une meilleures maîtrise de la structure métallique et limite le risque de défauts de surface. Dans le cas de l'aluminium, on peut supprimer presque complètement la zone corticale à gros grains. Il est plus facile de maîtriser les tolérances géométriques.
L'inconvénient provient du poinçon qui compte tenu de sa forme creuse est plus fragile et travaille au flambage. De plus le montage des outillages est plus complexe et nécessite des alignements plus rigoureux que la méthode en direct. De plus, le nombre de formes possibles est plus limité que le filage direct.
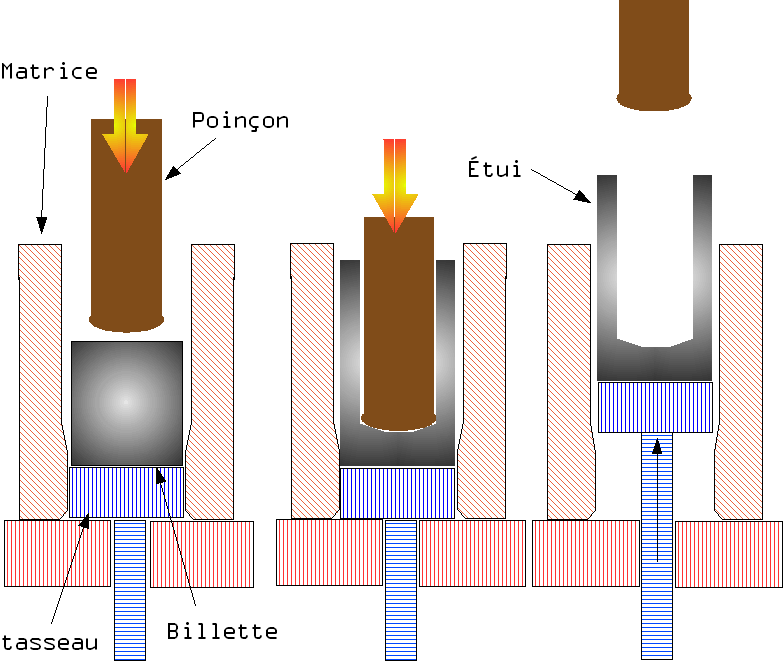
Le filage inverse en conteneur
Il s'agit là d'une méthode beaucoup moins utilisée que les deux précédentes. L'objectif est différent puisque le produit obtenu est un tube avec un fond (appelé étui). Les longueurs de filage sont forcément plus courtes. Cette méthode est utilisée pour la fabrication de composants d'armement (douille d'obus, ogive), de bouteilles à gaz en acier ou en alliage d'aluminium. Les formes sont limitées.
La billette chauffée ou froide et lubrifiée est placée dans une matrice fermée à une extrémité par un tasseau. Un poinçon vient pousser sur la billette qui file le long du poinçon en formant un étui. Il est éjecté grâce à une poussée sur le tasseau.
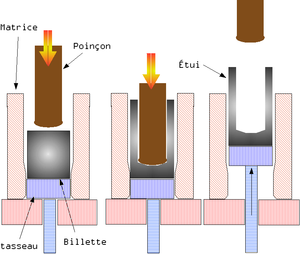 Schéma du filage inverse en conteneur ou filage contenu
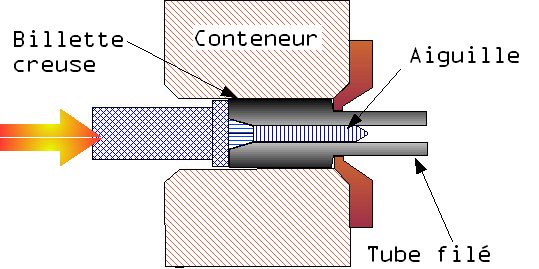
Schéma du filage inverse en conteneur ou filage contenuLe filage sur aiguille
Le filage sur aiguille permet de filer des tubes. Le matériau de départ est une billette évidée. Elle peut être évidée par perçage, usinage ou forgeage.
Le poinçon est équipé d'une aiguille qui est emmanchée sur la billette creuse. En poussant dans la filière, le métal est contenu entre la filière et l'aiguille. On obtient un tube monobloc sans soudure.
Il existe une variante dite filage sur nez d'aiguille où l'aiguille est fixe.
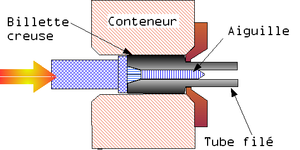 Schéma du filage sur aiguille permettant d'obtenir un tube sans soudure
Schéma du filage sur aiguille permettant d'obtenir un tube sans soudureLubrification
Filage de l'acier
La difficulté du filage de l'acier réside dans la température du métal de départ. Pour obtenir des contraintes d'écoulement suffisamment faibles, il faut chauffer le métal entre 1 000 °C et 1 250 °C.
La lubrification au graphite n'est pas possible, le film de graphite se rompra à cause de la température. De plus, l'apport de carbone du graphite peut modifier en surface la composition en carbone ce qui changera certaines caractéristiques.
La lubrification utilisée est une lubrification vitreuse par apport de verre sous forme de poudre ou de tissu. Ce type de lubrification peut être utilisable pour d'autres matériaux : alliages de titane, de zirconium ou de tungstène.
Filage des alliages d'aluminium
 Défaut d'invagination en bout de barre
Défaut d'invagination en bout de barrePour les alliages d'aluminium, il existe deux types de filage direct : le filage sans lubrifiant (dit également chemisé) et le filage lubrifié.
Dans le cas du filage sans lubrification, il y a création d'un dépôt d'aluminium sur l'intérieur du conteneur : la chemise. Cette méthode permet d'utiliser des billettes brutes de fonderie sans écroutage (usinage de la surface) en éliminant les imperfections de surface. Le procédé est simple et permet d'obtenir de beaux états de surface. En revanche, il est nécessaire d'utiliser des presses plus puissantes en comparaison avec le filage lubrifié ou inverse.
La surface externe étant freinée, le centre de la billette file plus vite que la périphérie. Il y a risque d'hétérogénéité structurale et formation en fin de filage d'un défaut appelé invagination. Le centre de la face arrière de la billette est aspiré.
À l'inverse, le filage direct lubrifié demande des presses moins puissantes et donne une meilleure structure interne au métal. Mais les produits obtenus ont un moins bel état de surface.
Catégories :- Technique de transformation des métaux
- Verrerie





Wikimedia Foundation. 2010.