- Contrôle Par Ressuage
-
Contrôle par ressuage
Le contrôle par ressuage (Penetrant Testing en anglais, d'ou son abréviation officielle : PT) est une méthode de contrôle non destructif, très utilisée dans l'aéronautique, l'industrie de production d'énergie, les transports, les prothèses chirurgicales.
Cette méthode permet de mettre en évidence des discontinuités débouchantes sur tout métal, de nombreuses céramiques et de nombreuses pièces composites.
Cette méthode de contrôle non destructif (C.N.D.) est utilisée dans les fonderies, les forges et les unités d'usinage.
Sommaire
Méthode de contrôle
Origines de la méthode
A l'époque du chemin de fer à vapeur, un mécanicien nettoyait consciencieusement sa machine, très régulièrement.
Lorsqu'il nettoyait une des bielles de sa machine, il a constaté que, après ressuyage, il y avait toujours une trace d'huile qui revenait, au même endroit.
Puis il a eu l'idée de recouvrir la bielle, après l'avoir soigneusement ressuyée, de poudre de craie. La trace d'huile est réapparue,dessinant une ligne continue bien nette (on appelle maintenant cela, dans le langage consacré des contrôleurs par ressuage, « une indication linéaire »). Cette indication révélait une crique de fatigue (amorce de rupture) sur la bielle.
Il venait « d'inventer » le contrôle par ressuage.Principe
Depuis cette époque, la technique de ressuage a été perfectionnée et codifiée. On utilise actuellement, des pénétrants plus perfectionnés que l'huile. Ce sont généralement des produits pétroliers colorés ou fluorescents : le classement par sensibilité varie selon les normes/spécifications applicables. Pour les pénétrants fluorescents existent 5 niveaux ( de 1/2 à 4). Il existe 2 niveaux de sensibilité pour les pénétrants colorés, selon la norme ISO 3452, alors que les documents américains ne font état que d'un seul niveau. Mais, quelle que soit la couleur, le principe reste le même :
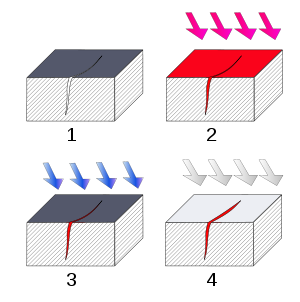 1. Coupe d'un matériau comportant un défaut débouchant type fissure
1. Coupe d'un matériau comportant un défaut débouchant type fissure
2. La surface du matériau est enduite de pénétrant. 3. Le pénétrant est éliminé par lavage, et la pièce séchée. 4. Le matériau est enduit de révélateur. le défaut devient visible.- Après une préparation de surface très soignée, et appropriée au matériau à contrôler et aux polluants à éliminer de la surface , mais aussi de l'intérieur des éventuelles discontinuités,on enduit la pièce à contrôler de pénétrant, par pulvérisation électrostatique ou par immersion (parfois par pulvérisation de pénétrant en aérosol, notamment dans le cas de ressuage localisé sur une ou plusieurs zones désignées d'une pièce volumineuse),
- on lave la pièce pour éliminer le pénétrant qui est déposé en surface. Les conditions de lavage (pression, température, durée) sont déterminées par la gamme de ressuage, afin de laver soigneusement le produit en surface sans éliminer celui qui a pénétré dans les éventuels défauts débouchant de la pièce,
- on sèche la pièce à l'étuve, parfois à l'aide d'air comprimé (air sec) à très basse pression, ou de chiffons propres, secs et non pelucheux,
- on applique ensuite le révélateur, en poudre, en suspension ou en solution,
- et enfin, on examine la pièce, en lumière naturelle dans le cas de pénétrant coloré , sous éclairage UV (ultraviolet) dans le cas de pénétrant fluorescent , dans les délais impartis par la méthode de contrôle.
On établit ensuite un rapport de contrôle et/ou une déclaration de conformité.
Qui peut effectuer ce contrôle ?
Comme pour tous les autres C.N.D., dans un certain nombre d'industries (aéronautique, automobile), la déclaration de conformité des pièces contrôlées ne peut être rédigée et signée que par un opérateur certifié. Pour obtenir sa carte (son document de certification), l'opérateur doit :
- Justifier d'un certain nombre d'heures de pratique, sous la responsabilité d'un opérateur certifié,
- produire un certificat médical d'aptitude pour justifier de sa bonne vision (avec ou sans correction),
- suivre une formation,
- réussir l'examen de certification (épreuves théoriques et pratiques),
- signer un engagement déontologique et le respecter,
- effectuer ses contrôles sur une installation qualifiée.
Ensuite, il produira un nouveau certificat médical pour sa vision, tous les ans et se fera recertifier à intervalle régulier (tous les 5 ans en France). Il existe divers niveaux de qualification.
Les exigences des secteurs aéronautique et automobile étant légèrement différentes, il existe plusieurs comités de certification. Par exemple, pour la France, dans le domaine aéronautique, le COSAC (COmité Sectoriel Aérospacial de Certification des agents de contrôle non destructif) est garant du système de certification. Le COSAC tient à jour une liste des agents certifiés, disponible notamment sur Internet : http://www.cosac-ndt.com
Normes et directives spécifiques
Différentes normes décrivent et codifient le contrôle par ressuage, notamment (liste non limitative) :
- EN ISO 12706 - Essais non destructifs - Terminologie - Termes utilisés en contrôle par ressuage,
- EN ISO 3452-2 - Essais non destructifs - Examen par ressuage - Partie 2 : essai des produits de ressuage,
- EN ISO 3452-3 - Essais non destructifs - Examen par ressuage - Partie 3 : pièces de référence,
- EN ISO 3452-4 - Essais non destructifs - Examen par ressuage - Partie 4 : équipement,
- EN 10228-2 - Essais non destructifs des pièces forgées en acier - Partie 2 : contrôle par ressuage,
- EN 10246-11 - Essais non destructifs des tubes en acier - Partie 11 : contrôle par ressuage des tubes en acier sans soudure et soudés pour la détection d'imperfections de surface,
- EN 1289 - Contrôle non destructif des assemblages soudés - Contrôle par ressuage des soudures,
- EN 1371-1 - Fonderie - Contrôle par ressuage - Partie 1 : Pièces moulées au sable, en coquille, par gravité et basse pression,
- En 1371-2 - Fonderie - Contrôle par ressuage - Partie 2 : Pièces en moulage de précision (cire perdue).
De plus, certaines directives émanant de gros donneurs d'ordre de l'industrie (aéronautique par exemple) constituent les bases de ce contrôle. On peut citer par exemple les deux documents ci-dessous édités par Snecma Moteurs, qui s'appliquent à une bonne part des pièces destinées à l'aéronautique :
- DMF90000-01 - Conditions générales de fabrication et de contrôle des pièces métalliques ou non métalliques,
- DMC0010 - Directives pour contrôle Ressuage.
Catégorie : Contrôle non destructif

Wikimedia Foundation. 2010.