- Soudage par impulsion magnétique
-
Le soudage par impulsion magnétique est une technique de soudage particulière utilisant l'électromagnétisme pour principe de base.
Sommaire
Introduction au principe de fonctionnement
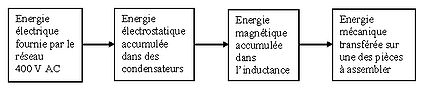 Figure 1: Les différentes transformations d'énergie dans une machine à souder MPW.
Figure 1: Les différentes transformations d'énergie dans une machine à souder MPW.
Bien que le principe de base du fonctionnement des machines à souder par impulsion magnétique soit finalement relativement simple, il fait néanmoins appel à plusieurs phénomènes physiques, plus spécifiquement électromagnétiques.
Comme montré en figure 1, la chaîne énergétique d’une machine MPW (Magnetic Pulse Welding) est composée d’une succession de différentes étapes où l’énergie est transformée pour conduire finalement à la soudure de deux pièces conductrices. Cette soudure se réalise (presque) à froid et résulte d’une force magnéto-mécanique appliquée à l’une des pièces à souder qui en quelque sorte s’encastre violemment et mécaniquement dans l’autre pièce maintenue fixe.
La fonction de chacun des blocs de la figure 2 est la suivante.
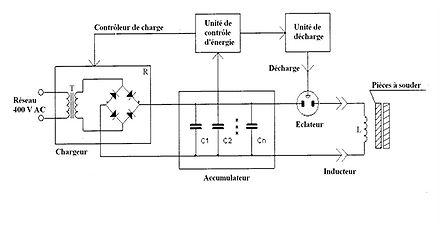 Figure 2: Schéma bloc électrique d'une machine MPW [1].
Figure 2: Schéma bloc électrique d'une machine MPW [1].- Le chargeur est alimenté par le réseau d’énergie électrique triphasé ; à l’aide d’une succession de deux transformateurs (T), cette tension est d’une part augmentée en moyenne fréquence, et d’autre part transformée en moyenne tension. Cette tension AC est ensuite redressée en moyenne tension continue à l’aide d’un ensemble de redresseurs (R).
- L’énergie électrique sous forme de tension continue MTDC est alors stockée dans l’accumulateur sous forme d’énergie électrostatique dans une batterie de plusieurs condensateurs montés en parallèle. L’énergie stockée est graduellement augmentée via la tension de charge commandée par l’unité de contrôle d’énergie.
- Lorsque le seuil fixé de la tension de charge est atteint, l’éclateur (ou le déchargeur) décharge très rapidement l’énergie électrostatique des condensateurs dans l’inducteur L. Lors de cette décharge dont la durée est de l’ordre d’une centaine de μs, des courants électriques extrêmement élevés de l’ordre de plusieurs centaines de kA sont générés.
- La circulation de ce courant élevé à travers l’inductance L génère très brusquement un champ d’induction magnétique dans la bobine ; il y a transformation d’énergie électrostatique en énergie magnétique. Le champ magnétique ainsi créé peut posséder une grande amplitude (de l’ordre de plusieurs dizaines de tesla) ; il est fortement variable au cours du temps, donc génère dans la pièce conductrice extérieure à souder des courants induits appelés aussi « courants de Foucault ».
- L’interaction entre le champ magnétique primaire créé par la bobine et les courants induits dans la pièce métallique conductrice extérieure génère des forces importantes d’origine magnétique, forces agissant mécaniquement sur la pièce extérieure dans laquelle circulent les courants de Foucault.
- Ces forces magnétiques transforment très brusquement l’énergie magnétique en énergie mécanique agissant radialement sur la pièce extérieure. Cette dernière va alors « imploser » sur la pièce intérieure maintenue fixe. Ce phénomène d’implosion est la conséquence d’un transfert d’énergie extrêmement rapide, la puissance de ce processus étant de l’ordre de plusieurs centaines de mégawatts, mais sur des durées très courtes. Ce processus est presque adiabatique, il n’y a pas véritablement de transfert de chaleur : la soudure a été effectuée « à froid ». Par contre, bien que la pièce à souder extérieure soit bonne conductrice, elle possède tout de même une certaine résistance électrique. Comme elle est parcourue par des courants induits, une certaine énergie calorifique est produite par effet Joule, d’où une légère augmentation de la température des pièces soudées.
Phénomènes électromagnétiques à la base des machines MPW
Le détail de chacune de ces transformations d’énergie peut être techniquement compliqué, mais les lois physiques inhérentes à ces transformations sont bien maîtrisées. La partie la plus importante – décrite à travers les points 4., 5. et 6. ci-dessus – fait appel à plusieurs lois électromagnétiques qui vont être explicitées ci-après. La figure 3 montre une vue en coupe et de face de l’inductance L et des pièces à souder ayant une symétrie cylindrique et positionnées sur l’axe de la bobine.
Le courant électrique primaire i(t) généré par l’éclateur et alimentant l’inductance L de longueur lbob crée, au sein de la bobine, un champ d’induction magnétique axial B(t) dont le module est exprimé par :
![B(t)= \mu N \frac{i(t)}{l_{bob}} \ \ \ [T=Vs/m^{2}]](5/bc5ca20a635b35d687f63c42400c450d.png)
où- μ = perméabilité magnétique absolue de la pièce extérieure à souder [Vs/Am=H/m]
- N = nombre de spires de l’inductance [1].
Ce champ d’induction magnétique fortement variable en intensité dans le temps, génère par le phénomène d’induction des courants induits iind(t) dans la pièce extérieure qui doit être un très bon conducteur électrique ; en général, cette pièce est un métal tel par exemple de l’aluminium ou du cuivre. Les densités jind(t) des courants induits sont solutions de l’équation ci-dessous :
![\vec{\nabla} \times \vec{j}_{ind}(t) = -\sigma \frac{\partial \vec{B}(t)}{\partial t} \ \ \ [A/m^{3}]](a/96a2dd9c8c047742b5a271f830db55c7.png)
où- σ = conductivité électrique de la pièce extérieure à souder [S/m=A/Vm].
 est l’opérateur de dérivation del [m − 1].
est l’opérateur de dérivation del [m − 1].
Dans le cas illustré en figure 3, les courants induits iind(t) circulent dans le sens opposé au courant primaire i(t) qui les a générés ; ils créent à leur tour un champ d’induction magnétique induit Bind(t) aussi axial, mais comme le demande la loi de Lenz, de sens opposé à B(t). Déduite de la troisième équation de Maxwell (loi d’induction) et de la loi d’Ohm jind(t) = σE(t), l’équation précédente nous apprend deux choses fondamentales :
- Si la pièce extérieure à souder est un mauvais conducteur électrique ou un isolant (σ ≈ 0), il n’y a pas de courant induit circulant dans celle-ci, donc pas de soudure possible puisqu’il n’y a pas de force magnéto-mécanique.
- La densité jind(t) des courants induits est directement proportionnelle à la variation temporelle du champ d’induction magnétique B(t), donc à la variation temporelle du courant électrique primaire i(t) alimentant la bobine, d’où la nécessité d’une brusque décharge caractérisée par un temps très court.
Intervient alors un autre effet dit « effet de peau ou effet pelliculaire » ou encore en anglais « skin effect ». Il est en effet possible de montrer qu’un courant électrique ayant une pulsation ω = 2πf [rad/s] ne peut se propager qu’à la surface d’un conducteur ; la profondeur de pénétration δ du courant dans le conducteur est donnée par la relation :
![\delta=\sqrt{\frac{2}{\omega \mu \sigma}} = skin \ depth \ \ \ [m]](3/70341266ea6e9e56772719de7a281395.png)
A titre d’exemple pour une pièce en aluminium, à la fréquence industrielle de f = 50 Hz, δ = 12 mm ; pour une moyenne fréquence de f = 30 kHz, δ = 0.5 mm. L’équation ci-dessus nous apporte à nouveau deux informations importantes :- plus le σ de la pièce à souder est élevé (c’est-à-dire plus cette pièce est conductrice) et plus δsera petit, c’est-à-dire plus les courants de Foucault circuleront proche de la surface extérieure de la pièce.
- plus la fréquence f du signal est élevée et plus δ sera petit, d’où la nécessité d’avoir un courant électrique i(t) de haute fréquence, de l’ordre de quelques dizaines de kHz.
Cet effet de peau est crucial, car il empêche que les courants induits ne se propagent ou circulent profondément dans la pièce extérieure à souder, mais plus important encore, il empêche que ces courants ne puissent circuler dans la pièce intérieure, ce qui annihilerait la base même du processus MPW. Dans tous les cas, la pièce la plus conductrice doit être placée à l’extérieur du dispositif afin que ses courants de Foucault soient les plus importants. Finalement, l’interaction entre le champ d’induction magnétique primaire B(t) et les courants de Foucault iind(t) conduit à la création d’une force magnéto-mécanique dite force de Laplace. Considérons la figure 3 inférieure montrant une vue de face du système inductance et des deux pièces à souder. Une longueur infinitésimale dl de la pièce extérieure à souder va subir une force élémentaire dF(t) décrite vectoriellement par :
![d\vec{F}(t) = i_{ind}(t) d\vec{l} \times \vec{B}(t) \ \ \ [N]](f/93f91052f72bacc42c2ed12c753b29f0.png)
En chaque point du conducteur, cette force est radiale, c’est-à-dire pointe vers l’axe de symétrie comme montré en figure 3. Si la pièce extérieure possède une épaisseur x, la pression p(t) exercée en chaque point de ce conducteur par la force de Laplace est donnée par :![p(t)=\frac{B^{2}(t)}{2 \mu} (1-e^{-2x/\delta}) \ \ \ [Pa = N/m^{2}]](d/e0d4a1b9f9888f606373a951422ef06b.png)
Si l’épaisseur x > δ (en général le cas), la relation précédente se simplifie et devient:![p(t)=\frac{B^{2}(t)}{2 \mu} \ \ \ [Pa = N/m^{2}]](a/6ea2ad712cccd8e79e688b5743358d3f.png)
Comme le champ d’induction magnétique primaire B(t) peut atteindre des valeurs crêtes de l’ordre de dizaines de teslas, les pressions radiales exercées sur la pièce extérieure sont de l’ordre de 1'000 MPa (ou plus parfois), soit de l’ordre de 10'000 bars. L’effet de cette importante pression conduit à une implosion du conducteur extérieure sur la pièce intérieure permettant la « soudure » des deux pièces. Cette brusque implosion est elle-même très rapide ; la vitesse v d’implosion de la pièce extérieure sur la pièce intérieure peut atteindre des valeurs de l’ordre de plusieurs centaines de m/s. Cette brusque implosion à haute vitesse et haute pression conduit à l’assemblage des deux pièces comme montré en figures 4 et 5.Application
Cette technique a l'avantage de pouvoir assembler des matériaux conducteurs électriques ayant des points de fusion différents, ce qui n'est pas possible avec des procédés de soudure traditionnels[2].
Pour chaque application, il sera nécessaire de créer un inducteur approprié à la géométrie des pièces à assembler.
Cette technique permet également de faire du formage, de l'estampage et de l'emboutissage.
Notes
- [High-voltage electronic components plant Progress, Power plants for magnetic-pulse material processing, Ukhta 2008]
- S. W. Kallee: Industrialisation of Electromagnetic Pulse Technology (EMPT) in India.
Références
- T. Aizawa, M. Kashani and K. Okagawa, Application of Magnetic Pulse Welding for Aluminum Alloys and SPCC Steel Sheet Joints, Welding Journal, Vol. 86, May 2007
- John D. Jackson, Classical Electrodynamics, 3rd Edition, John Wiley & Sons, Inc., Hoboken (NJ) 1999
- François Gaille, Electromagnétisme, HEIG-VD, Yverdon-Les-Bains 2001
- Christophe Besson, Simulation électromagnétique et CAO, HEIG-VD, Yverdon-Les-Bains 2009
- Christophe Besson, Machines électriques, HEIG-VD, Yverdon-Les-Bains 2008
Liens externes
- Swiss Welding Institute - Institut suisse de la soudure
- Technopôle de Sainte-Croix (CH)
- IESE - Institut d'Energie et de Systèmes Electriques
 Portail de l’électricité et de l’électronique
Portail de l’électricité et de l’électronique


Wikimedia Foundation. 2010.