- Emboutissage
-
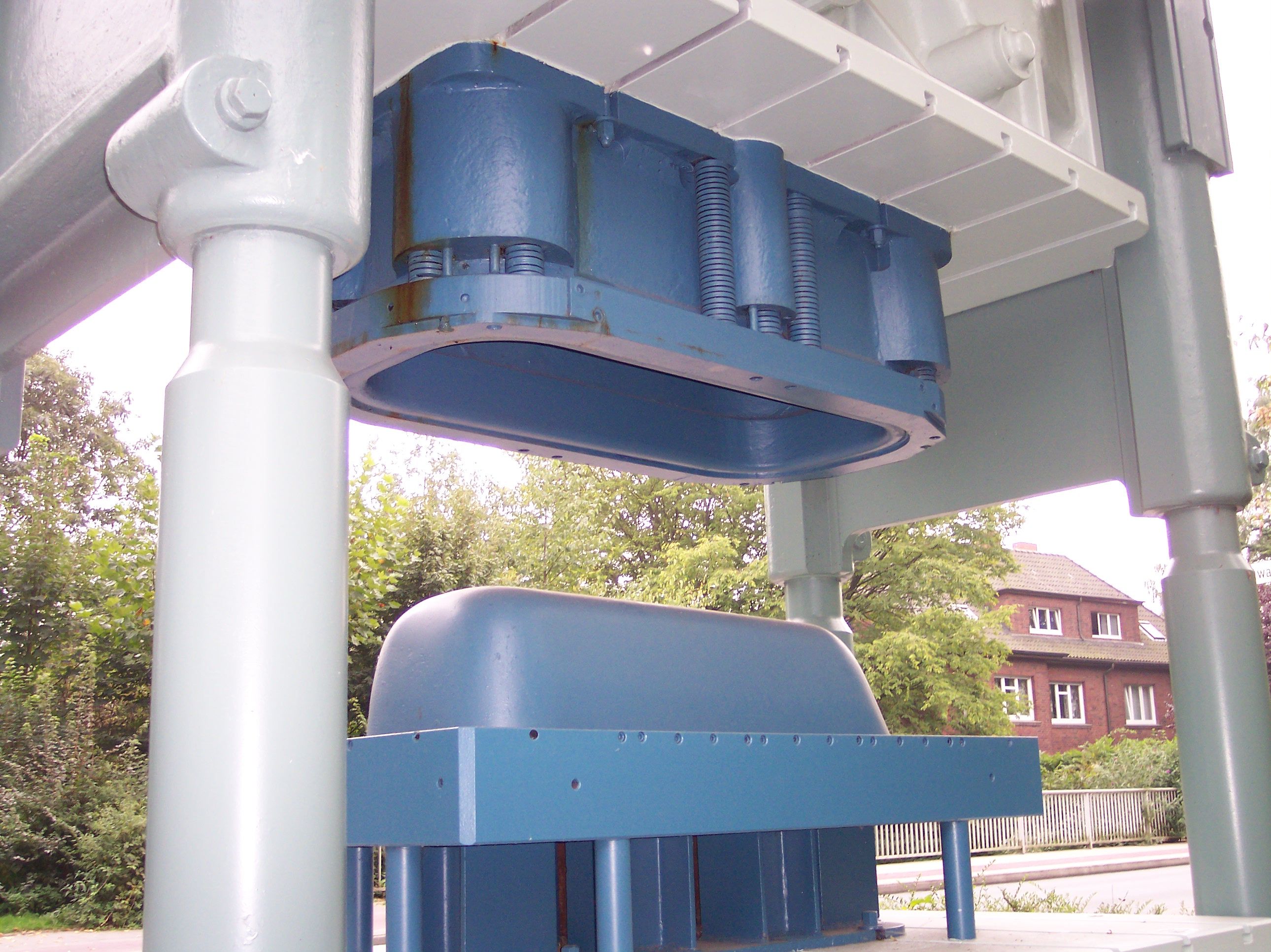
 Presse à emboutir (en gris) les baignoires avec son outillage (en bleu)
Presse à emboutir (en gris) les baignoires avec son outillage (en bleu)
L’emboutissage est une technique de fabrication permettant d’obtenir, à partir d’une feuille de tôle plane et mince, un objet dont la forme n’est pas développable. L'ébauche en tôle est appelée « flan », c'est la matière brute qui n’a pas encore été emboutie. La température de déformation se situe entre le tiers et la moitié de la température de fusion du matériau.
L’emboutissage est un procédé de fabrication très utilisé dans l’industrie automobile, dans l’électroménager, etc.
Sommaire
Principe
Le principe est fondé sur la déformation plastique du matériau (en général un métal), déformation consistant en un allongement ou un rétreint local de la tôle pour obtenir la forme.
Outillage
L’emboutissage se pratique à l’aide de presses à emboutir de forte puissance munies d’outillages spéciaux qui comportent, dans le principe, trois pièces :
- une matrice, en creux, épouse la forme extérieure de la pièce
- un poinçon, en relief, épouse sa forme intérieure en réservant l’épaisseur de la tôle
- un serre-flan entoure le poinçon, s’applique contre le pourtour de la matrice et sert à coincer la tôle pendant l’application du poinçon.
- des joncs sont parfois utilisés pour freiner le glissement de la tôle (retenue de l'acier)
L’entrée de la matrice doit être très arrondie et polie pour éviter toute déchirure du métal et pour optimiser le comportement des zones de rétreint - aucun angle ne doit être vif et un parfait état de surface est primordial : la mise au point de tels outils est une opération très spécialisée et très coûteuse notamment sur les pièces d'aspect (exemple : plusieurs mois pour l'extérieur d'une portière, capot, etc.)
Fonctionnement
L’opération d’emboutissage typique (double-effet) :
- Phase 1 : poinçon et serre-flan sont relevés. La tôle, préalablement graissée, est posée sur la matrice.
- Phase 2 : le serre-flan est descendu et vient appliquer une pression bien déterminée, afin de maintenir la tôle tout en lui permettant de fluer.
- Phase 3 : le poinçon descend et déforme la tôle de façon plastique en l’appliquant contre le fond de la matrice.
- Phase 4 : le poinçon et le serre-flan se relèvent : la pièce conserve la forme acquise (limite d’élasticité dépassée).
- Phase 5 : on procède au « détourage » de la pièce, c’est-à-dire à l’élimination des parties devenues inutiles.(essentiellement les parties saisies par le serre-flan).




Selon la profondeur ou la forme de la pièce, plusieurs passes dans des outils différents peuvent être nécessaires.
Autres procédés
L’emboutissage peut aussi être pratiqué par d’autres procédés, comme l’application d’un fluide à haute pression (voir hydroformage) qui plaque la tôle contre la matrice. Cette haute pression peut être obtenue à l’aide de dispositifs hydrauliques ou explosifs.
Problèmes techniques
Sur certaines presses, la matrice peut se déplacer (emboutissage simple-effet). De même une matrice fixe peut comporter des parties mobiles (triple-effet etc.).
Le choix du procédé dépend du type de presse disponible en atelier (effort de serrage, dimension), de la forme de la pièce, du matériau (acier standard, acier à haute résistance, aluminium, etc.), du nombre total d'opérations pour obtenir la pièce finie, etc.
La formabilité de l'acier est améliorée en chauffant légèrement mais il ne faut pas modifier la phase (état atomique) sinon les propriétés mécaniques sont modifiées (résistance, dureté, etc.). En général, l'emboutissage est une opération de formage à froid, la matrice étant généralement refroidie pour limiter l'échauffement lié au contact.
L'emboutissage ne plastifie pas entièrement la pièce, une étude de retour élastique est nécessaire pour assurer l'assemblage final.
Les opérations d'emboutissage posent de gros problèmes de frottement, d'usure et de lubrification. On trouvera des renseignements à ce sujet dans le Wikilivre consacré à la tribologie et plus spécialement dans le chapitre consacré aux applications pratiques.Articles annexes
Catégorie :- Technique de transformation des métaux
Wikimedia Foundation. 2010.