- Aléseuse
-
Une aléseuse est une machine-outil qui permet de réaliser des surfaces de révolution de façon industrielle par des opérations d'alésage, de lamage ou de perçage ou de fraisage.
Dans les ateliers spécialisés en usinage de grosses pièces (de quelques centaines de kilogrammes à plusieurs dizaines de tonnes), on utilise des aléseuses-fraiseuses à commande conventionnelle (manuelle) ou à commande numérique.
Sommaire
Généralités
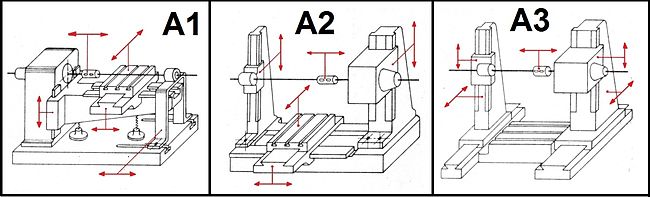

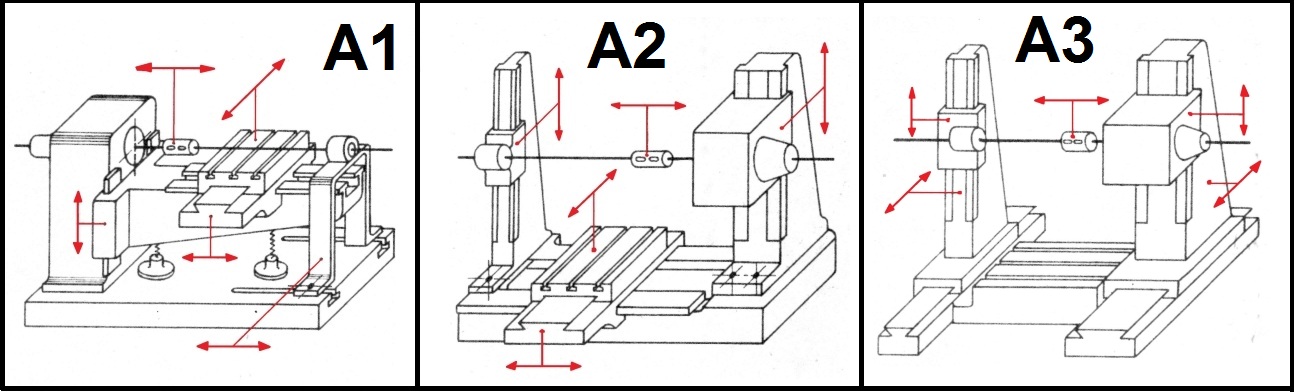
Les aléseuses permettent de percer, aléser et fraiser. Il en existe de différents types assurant chacun, pour une grandeur de pièce déterminée, la rigidité du système et les déplacements relatifs. Broche horizontale.
- Aléseuse pour petites pièces ( figure A1): La table montée sur console est mobile dans les trois directions rectangulaires et la broche conserve une direction fixe sur le bâti.
- Aléseuse pour pièces moyennes ( figure A2): La console est supprimée, le déplacement vertical s'applique à la broche et à sa lunette guidée le long de deux montants fixes. La table ne reçoit plus que les mouvements longitudinal et transversal.
- Aléseuse pour pièces lourdes et encombrantes figure A3):
La table est entièrement fixe ; la broche et sa lunette sont établies sur montants verticaux guidés chacun sur des glissières transversales. Seul, l'outil reçoit les mouvements d'avance et les déplacements.
Accessoirement, les aléseuses réalisent couramment les opérations de perçage, de lamage, de surfaçage, de tourillonage, de fraisage et, parfois, de filetage, ce qui leur confère une universalité plus ou moins complète.
Types de générations
 Montage en l’air sur aléseuse
Montage en l’air sur aléseuse Montage à la barre sur aléseuse
Montage à la barre sur aléseuse- Alésage à l’outil de forme : L'outil utilisé est un foret ou/et un alésoir,
- Alésage à l’outil d’enveloppe : L’outil est monté sur un porte-grain pour un usinage simple et court dit en l’air ou sur une barre d’alésage pour le travail plus complexe (précision, rigidité).
Les machines
Les aléseuses doivent être précises, robustes et maniables.
Mécanisme de coupe
La broche rigide est coulissante comme sur les perceuses mais avec un grand déplacement longitudinal. Elle entraîne les outils par cône morse normal, toutefois, lorsque l'effort tangentiel est élevé (cas du fraisage), un système tenon et mortaise en bout de broche garantit l'entraînement.
De même pour le travail "en tirant", une clavette transversale complémentaire soutient le coincement des portées coniques. Enfin, sur le plateau, une glissière radiale reçoit le porte-outil approprié à l'opération de surfaçage, de tourillonnage.
Mécanisme des avances
- Avance longitudinale donnée à la table ou à la broche
- Avance transversale donnée à la table ou aux montants (table fixe)
- Avance radiale donnée à la table glissière du plateau pour le surfaçage.
Toutes ces avances sont automatiques, variables, et peuvent être inversées. Sur certaines machines, une série de roues permet le filetage.
Déplacements
Déplacements linéaires
Mesure de déplacements linéaires pour assurer la distance entre axes par coordonnées rectangulaires :
- Par tambour gradué sur vis des chariots, le filet rectifié des vis avec les tambours divisés assurent une lecture à 0,01 mm (défauts, influence des jeux, usure locale des filets)
- Par règle de précision divisée et Vernier au 1/20 ou 1/50, une loupe facilite la lecture.
- Par lecture optique et règle de précision, efficace à 0,01 mm.
- Par jauges de longueurs pincées entre butées ayant une longueur égale au déplacement. La sensibilité est améliorée lorsque l'une des butées est munie d'un indicateur de contact (comparateur) à 0,01. Pour un travail unitaire, une série de jauges standards échelonnées par 25 mm assurent toutes les mesures en plaçant une jauge micrométrique de 25 mm.
Déplacements angulaires
- Avec plateau à rainures à té orienté sur table fixe.
- Par pivotement de la table (verrouillage à 90°, 180°, 270° et 360°) ou plateau pivotant.
- A l'aide d'une règle sinus
- Avec lecture optique.
Outils d’aléseuses
On distingue d'une part les outils travaillant en bout, c'est-à-dire en porte à faux ou en l'air (alésoir) et, d'autre part, les outils montés sur barre d'alésage, elle-même soutenue à son extrémité.
Les divers outils sont dits : d'ébauche, d'approche, de calibrage (ou finition).
Outils en l’air à dimension fixe
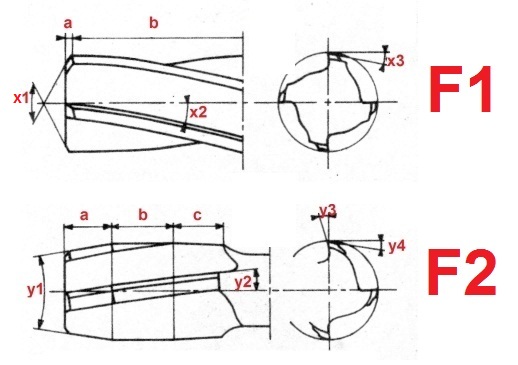
 Alésoir fixe d’ébauche F1 et finition F2:a=entrée, b=partie cylindrique, c=dégagement
Alésoir fixe d’ébauche F1 et finition F2:a=entrée, b=partie cylindrique, c=dégagement- Ebauche : le foret aléseur (figure F1)
Utilisé pour agrandir des trous bruts avec forte surépaisseur, très souvent irrégulièrement répartis. Sa forme et son travail rappellent l'outil de perçage (3 ou 4 lèvres), mais son âme est plus robuste. Les forets aléseurs d'ébauche existent de 0,25 à 0,50 mm des cotes nominales et aussi aux cotes nominales pour finition directe peu précise (tolérance H11)
- Finition : l'alésoir de finition (figure F2), employé pour les alésages débouchant.
Toutefois, pour les alésages borgnes, l'entrée courte forme un angle de 90°.
Les alésoirs sont à alésage conique ou cylindrique et s'adaptent à un corps avec entraînement par mortaise, l'alésage cylindrique est adapté pour le montage sur barre d'alésage.
Outils en l’air à dimension variable
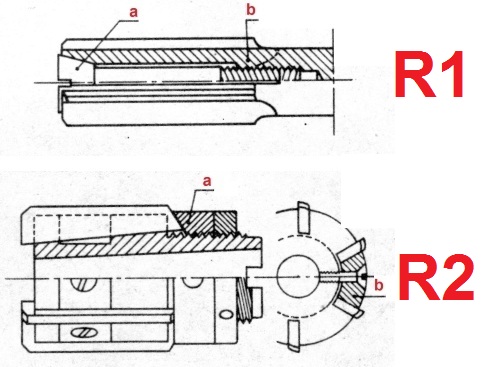
 Alésoir expansible en bout R1, à lames R2
Alésoir expansible en bout R1, à lames R2- Alésoir expansible en bout (figure R1) déformation 0,15 à 0,25 mm outil fragile.
- Alésoir à lames rapportées (figure R2)
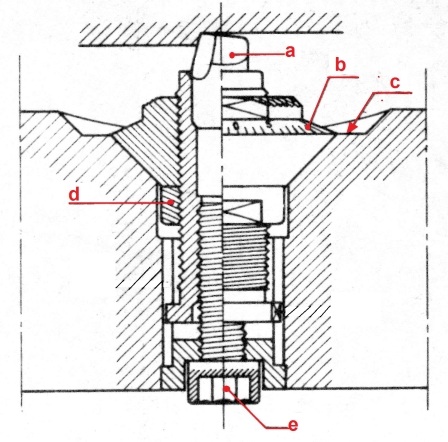
- Tête à réglage micrométrique (figure A), convient pour les alésages courts, graduation permettant le déplacement du grain à 0,01 mm.
- Tête à planer (figure A) permet le surfaçage par chariotage (déplacement radial mécanique) ou pour l'usinage de chambrages et des gorges circulaires.
Outils supportés (barre d’alésage)
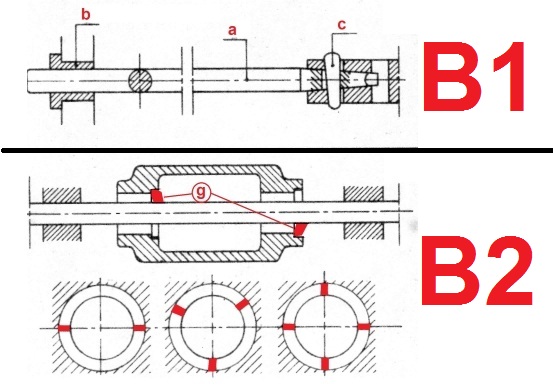
 Usinage à la barre
Usinage à la barreLe travail précis des alésages longs ne peut être obtenu qu'en éliminant les flexions dues au porte-à-faux inhérent au travail en l'air en utilisant un outil soutenu en un 2e point ("lunette") ou plusieurs points. Des lunettes existent en fonte aciérée pour petites séries, acier dans les grandes séries, ou à grande vitesse (roulement à aiguille).
Cette barre en acier traité attelée à la broche doit être rigide, cylindrique, sans défaut de rectitude avec un positionnement des outils de façon à équilibrer les réactions radiales (figure B2)
Outils sur barre d’alésage
 Réglage micrométrique du grain
Réglage micrométrique du grainLes travaux unitaires sont réalisés avec un équipement standard comprenant une série de barres et de lunettes. Les logements d'outils sont échelonnés le long des barres. Par contre, le travail en série exige des barres spéciales et chacune peut recevoir des grains réglables ou centrés ou des manchons creux à aléser ou lamer.
Le blocage se fait par vis sans tête, clavette cylindrique dont le méplat forme coin pour les outils réglables. Pour les outils symétriques, la goupille conique est fréquemment employée. En travail unitaire, on emploie avec intérêt les grains à réglage micrométrique pour une précision de l’ordre de 0,01 mm.
Références et sources
- Cours de technologie professionnelle. Terminale BP. Dessin,
- Cours de technologie générale, BTS.BE, 1973.
Liens internes


Wikimedia Foundation. 2010.