- Électro-érosion
-
L'électro-érosion, appelée aussi EDM (Electrical Discharge Machining), est un procédé d'usinage qui consiste à enlever de la matière dans une pièce en utilisant des décharges électriques.
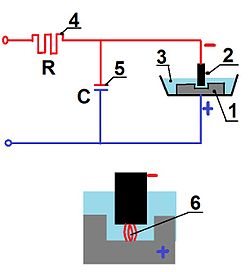 Principe de l'étincelage: 1=pièce, 2=électrode, 3=bain, 4=résistance, 5=condensateur, 6=étincelle
Principe de l'étincelage: 1=pièce, 2=électrode, 3=bain, 4=résistance, 5=condensateur, 6=étincelle
On parle aussi d'usinage par étincelage. Cette technique se caractérise par son aptitude à usiner tous les matériaux conducteurs de l'électricité (métaux, alliages, carbures, graphites, etc.) quelle que soit leur dureté. Pour usiner par électro-érosion, quatre éléments sont nécessaires :
- Une électrode
- Une pièce
- Un diélectrique (liquide isolant électrique)
- De l'électricité
Il existe trois types d'usinage par électro-érosion :
- L'électro-érosion par enfonçage dans laquelle une électrode de forme complémentaire à la forme à usiner s'enfonce dans la pièce ;
- L'électro-érosion par fil, où un fil conducteur animé d'un mouvement plan et angulaire découpe une pièce suivant une surface réglée ;
- Le perçage rapide utilise une électrode tubulaire pour percer les matériaux très durs.
L'électro-érosion est particulièrement adaptée à la réalisation des empreintes des moules pour l'injection. L'électro-érosion est aussi utilisée pour obtenir un état de surface granité (dû à l'étincelage).
De l'eau ou une huile diélectrique spéciale est utilisée dans le bac où la pièce usinée est immergée. Elle est continument filtrée. Dans le cas de l'eau, elle est aussi dé-ionisée par une résine.
Le procédé d'usinage consiste à faire passer un courant dans un diélectrique, qui a pour but de recréer le phénomène de la foudre qui frappe le sol. Il est recommandé dans les usinages de matériaux très durs (mais impérativement conducteurs !!!), des aciers trempés, ou alors dans les cas où la complexité de la pièce en nécessite l'usage. L'action du courant, de forte intensité, va ioniser un canal à travers le diélectrique. Un arc électrique va alors se produire, de l'électrode vers la pièce à usiner, détériorant celle-ci très localement (quelque µm²). Le diélectrique refroidit alors les particules détériorées, qui tombent alors dans le bac de la machine sous forme d'une boue (micro particules de matière et diélectrique). Les vitesses d'usinage ne sont pas très élevées (entre 0,2 et 10 mm/min), mais la précision en est tout à fait l'opposé. Sur une machine bien entretenue, on peut aisément atteindre plus ou moins 5 micromètre sur la cote désirée.
Pour exemple frappant : on peut réaliser par électro-érosion à fil une pièce qui, lorsque l'on regarde d'un côté montre un coq, mais quand on la retourne, montre un papillon ... On peut réaliser également des états de surface proches du poli-miroir, en baissant l'intensité du courant à quelques dixièmes d'ampères.
Possibilités et avantages
- Usinage des métaux durs: carbures,
- Usinage de pièces délicates préalablement traitées, évite les déformations, suppression des efforts de bridage (la pièce n'étant jamais en contact avec l'outil),
- Obtenir des formes quelconques,
- Très bonne précision et bon état de surface (identique à la rectification),
- Extraction d'outils cassés (forets, tarauds),
- perçage de métaux durs ou trempés,
- usinage de formes spéciales (trous de section carrée, triangulaire, en hélice, gravures complexes.
Liens internes
Liens externes

Wikimedia Foundation. 2010.