- Fonderie d'aluminium
-
La fonderie d'aluminium représente un domaine d'activité assez diversifié.
En complément de l'article consacré à la fonderie, les lignes ci dessous traitent d'un type parmi tant d'autres :
- la fonderie de pièces en alliage d'aluminium destinées aux prototypes et petites séries (aéronautique ou automobile, etc.).
Il se propose de détailler toutes les phases de la réalisation d'une pièce aéronautique basée sur une fonderie par gravité, réalisée à partir d'un moulage sable.
Choix d'un tel type de fonderie
La fonderie prototype est principalement une activité de main d'œuvre. Les moules en sable sont réalisés à la main, la coulée est, elle aussi, manuelle. De ce fait, les pièces réalisées ont un coût beaucoup plus élevé que dans le cas d'une fonderie "série", beaucoup plus automatisée.
Ce type de fabrication est principalement utilisé :
- Dans l'industrie aéronautique et dans l'armement, domaines dans lesquels les tailles des séries ne justifient pas une industrialisation poussée et où, par contre, les critères de qualité sont très élevés, nécessitant un soin dans la réalisation des pièces et une quantité non négligeable de contrôles tout au long du processus de fabrication.
- Dans l'industrie automobile, pour la réalisation de prototypes ou de pièces destinés à la compétition.
Lorsque la fabrication d'un moteur passe au stade industriel, les pièces échappent complètement à ce type de fonderie pour être réalisées par d'autres procédés nécessitant des frais de mise en œuvre plus élevés mais permettant, sur des quantités "industrielles" de pièce, un coût de réalisation ramené à la pièce beaucoup plus faible.
Dans ce qui suit, on suivra plus particulièrement le cas des pièces aéronautiques, de l'appel d'offre jusqu'à la livraison des pièces.
Qualité
Une fonderie prototype est tenue de justifier auprès de ses clients d'un système de management de la qualité compatible avec leurs exigences.
Les principales fonderies prototype sont certifiées ISO 9001 : 2000 (dans le passé ISO 9002) ; cependant, les donneurs d'ordre de l'aéronautique demandent de plus en plus à leurs fournisseurs de s'orienter vers le référentiel particulier à cette branche : EN 9100. Si peu de clients aujourd'hui exigent le certificat correspondant à cette norme, ils vérifient néanmoins que l'organisation de leurs fournisseurs va dans ce sens.Conception, appel d’offre
Consultations
De plus en plus souvent, les donneurs d'ordre souhaitent n'avoir qu'un seul interlocuteur pour une pièce donnée. S'il s'agit d'une pièce basée sur une fonderie, ils s'adressent souvent au fondeur qui devra fournir :
- L'outillage (le modèle de fonderie),
- la fonderie,
- l'usinage de cette fonderie et
- le traitement de surface éventuel.
Si le donneur d'ordre s'adresse de préférence au fondeur pour l'ensemble de cette prestation (qu'il pourrait aussi bien confier au modeleur ou à l'usineur), c'est principalement parce que l'outillage, qui reste la propriété du client, sera conservé à la fonderie.
Plusieurs fondeurs vont donc recevoir un plan ou, de plus en plus, une définition numérique réalisée en CAO, le plus souvent sous CATIA, SolidWorks,NX ou Pro/Engineer, de la pièce finie. C'est à partir de cet élément, du cahier des charges et d'une prévision de quantité, qu'il va chiffrer la fourniture. Il va donc à son tour consulter les modeleurs et les usineurs qui, eux-mêmes, consulteront les fournisseurs de traitement de surface afin de présenter une offre de prix la plus complète possible.
Étude de moulage
Lorsque l'offre est retenue, le responsable technique de la fonderie se rend généralement au bureau d'études du client, afin de participer à l'étude de moulage.
Dans cette phase, sont définies notamment les surépaisseurs d'usinage et le dessin de certaines parties "non fonctionnelles" de la pièce peut être légèrement modifié afin de faciliter le moulage.
C'est dans cette phase que seront définis les plans de joint (limite entre deux parties de l'outillage de fonderie), les différentes boîtes à noyaux et leurs portées, ainsi que le sens de moulage.
Ces points sont très importants pour obtenir la qualité spécifiée et c'est pourquoi l'intervention du fondeur qui apporte son savoir-faire en complément des besoins du client est importante dans cette phase de l'étude.
Le modèle
Type de modèle, réalisation
Lors de l'étude de moulage, on aura défini le type de modèle à réaliser :
- Modèle nature
- Modèle sur plaques modèle
- Modèle en caissons
Dans tous les cas, le modèle en lui-même est une "maquette" grandeur nature (et même un peu plus compte tenu du retrait *) des formes extérieures de la pièce. Si le plan de joint est plan (au sens géométrique du terme), on fabrique généralement deux demi-modèles qui s'assemblent suivant ce plan de joint. Souvent, chacun de ces demi-modèles est fixé sur une plaque modèle qui comporte des bagues de centrage et s'adapte sur une machine à mouler. Cette technique s'utilise principalement pour le moulage au "sable à vert" ou sable noir, qui est un sable silico-argileux.
Dans d'autres cas et, quelle que soit la forme du plan de joint, on peut mettre les demi-modèles dans des caissons qui serviront directement de moule pour le sable à prise chimique (siliceux).
Dans des cas simples, on conserve le modèle nature, sans le fixer sur plaque ni dans des caissons. Un tel outillage sera moins onéreux mais le temps de moulage sera plus important; il y a donc un compromis à faire entre le coût de l'outillage et celui de la pièce moulée.Les parties creuses intérieures ou certaines parties extérieures en contre-dépouille nécessitent la réalisation de boîtes à noyaux. Ces boîtes permettront de réaliser des noyaux en sable qui viendront s'ajouter aux deux parties du moule afin de réaliser ces formes.
Traditionnellement en bois et taillé à la main, le modèle est maintenant réalisé de plus en plus souvent en résine taillée sur commande numérique. Dans certains cas, pour des prototypes, on utilise des modèles en stéréolithographie ou des modèles à usage unique en polystyrène.
La réalisation du modèle et des éventuelles boîtes à noyaux est confiée au modeleur.
* Le retrait a lieu lors du refroidissement du métal. Il est de l'ordre de 1,2% dans le cas de la fonderie sable par gravité avec les alliages courants, c’est-à-dire que si l'on veut obtenir une pièce de 1 mètre de long, le modèle mesurera 1,012 m.
Équipement du modèle
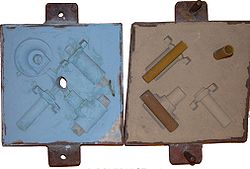
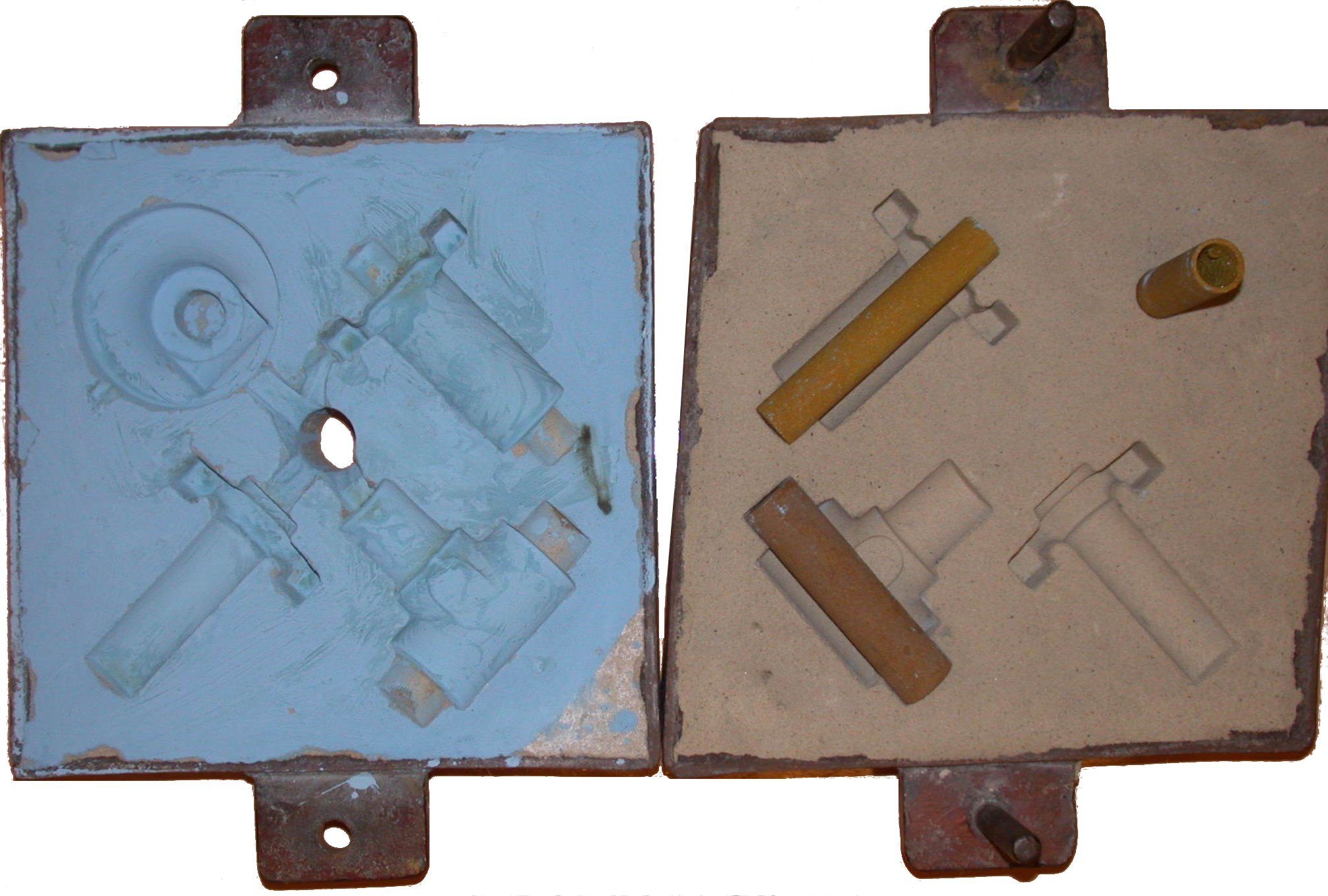
 Modèles en caissons.
Modèles en caissons.
Dans le cas présent, le moule réalisé avec ces caissons permet de couler 4 pièces identiques.
Ces caissons sont équipés de canaux de coulées et de 2 masselottes par pièces (parties démontables en bois).
Dans le caisson de droite (dessus de moule), les 4 cylindres entourés des masselottes sont des portées de noyaux.
Dans le fond de moule (à gauche), on distingue la forme extérieure de la pièce. Ce fond de moule comporte une partie des canaux de coulée.
La coulée est effectuée par 2 orifices situés aux extrémités des canaux (dessus de moule).
Les canaux de coulée se répartissent sur les deux parties du moule de façon à y intercaler les filtres.
On distingue les plots de positionnement et les broches qui serviront à guider le dessus par rapport au fond de moule lors de sa fermeture avant la coulée.Lorsque la fonderie reçoit un nouveau modèle, la première opération consiste à y matérialiser
- la position des coulées et leur nombre, les canaux de coulée (destinés à alimenter correctement et régulièrement la pièce lors de la coulée),
- la position des filtres, ainsi que
- la position et la forme des masselottes et évents.
Les canaux de coulée peuvent être calculés par des logiciels métier ou avec la simulation numérique du remplissage (QuickCAST, Magma, ...), mais dans de nombreuses fonderies prototypes, ils résultent de l'expérience et du savoir faire des professionnels.
De ces positionnements et de la nature de ces appendices de coulée dépendra en grande partie la santé matière de la pièce, c’est-à-dire l'absence de défauts dus
- à des turbulences lors de la coulée,
- à un refroidissement mal contrôlé ou encore
- à des impuretés entraînées par la coulée (sable, alumine, etc.).
Ces points étant précisés, un premier moule est réalisé, dans lequel ces appendices sont généralement taillés à la main et une (parfois plusieurs) pièce type est réalisée.
Si la pièce type donne satisfaction, le modèle est équipé, c’est-à-dire qu'on lui ajoute les dispositifs ci-dessus. Il s'agit souvent de parties démontables lors du démoulage (qui consiste à sortir le modèle, et non la pièce, du moule). Cet équipement du modèle permettra de garantir la répétabilité et la reproductibilité des pièces coulées par la suite.
Un modèle ainsi équipé et les différentes boites à noyaux qui l'accompagnent est généralement désigné par le terme Outillage de fonderie. Cependant, dans le langage courant, on emploie parfois l'expression modèle pour désigner l'ensemble de l'outillage de moulage.
Conservation / Restitution du modèle
L'outillage de fonderie décrit ci-dessus, à l'exception des équipements de coulée, appartient au client. Il est identifié comme tel, avec un numéro d'identification et des plaques de propriété.
Si quelques rares clients préfèrent que l'outillage leur soit rendu lors de la livraison des pièces, dans le cas général il est conservé à la fonderie pour une utilisation ultérieure.Le modèle, nature, monté sur plaques ou en caissons, ainsi que les boîtes à noyaux, appartiennent au client.
Par contre, les équipements de coulée qui y ont été ajoutés sont la propriété de la fonderie qui les a réalisés.
D'ailleurs, si une autre fonderie était amenée ultérieurement à produire les mêmes pièces, elle n'équiperait probablement pas le modèle de la même manière, certaines parties de cet équipement tenant compte des spécificités propres à chaque fonderie.De ce fait, en cas de demande de restitution de modèles par un client, la fonderie qui les détient est en droit de démonter ces équipements avant d'expédier les modèles. Cependant, cette mesure est rarement appliquée.
Le moule
Le moule, en sable, est réalisé à partir de l'outillage décrit ci-dessus. Il se compose d'un fond de moule, d'un dessus de moule, et suivant les cas, d'un ou plusieurs noyaux.
Si l'outillage de fonderie (le modèle) est permanent, il n'en est pas de même du moule qui sera cassé pour en extraire la pièce réalisée. On fabriquera donc autant de moules que de pièces à produire.
Deux types de sable peuvent être utilisés :
Moulage au sable silico-argileux dit sable noir ou "sable à vert "
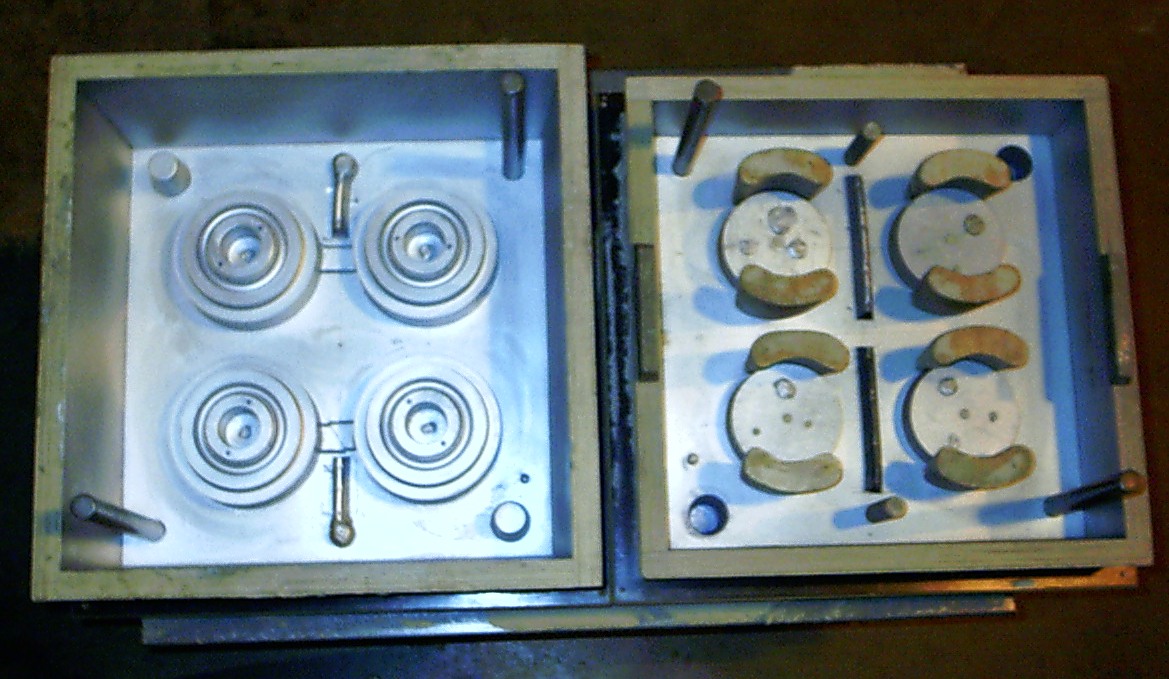
 Moule en sable à vert.
Moule en sable à vert.
Dans le cas de cette photo, on fabrique 4 pièces différentes à partir de la même coulée.
Les demi modèles de chacune de ces 4 pièces sont réunis sur la même paire de plaques modèle.
Pour trois de ces pièces, on ajoute un noyau (cylindre ocre sur la photo).
Le fond de moule, équipé de ses noyaux, est à droite de la photo, il est muni de ses deux broches de positionnement.
On voit la coulée au milieu du dessus de moule; les masselottes ou évents, réalisés généralement à la main par le mouleur, n'ont pas encore été taillés.C'est la méthode la plus traditionnelle et la moins onéreuse.
Le terme officiel est bien « sable à vert » et non sable à verre, mais l'origine de ce terme est obscure. On notera néanmoins que « à vert » est un terme provenant de l'agriculture : Si l'on fait sécher le foin il est sec et n'est plus vert, ce qui peut expliquer cette désignation.
Elle s'applique principalement aux modèles montés sur plaques modèle et peut être aussi utilisée pour les modèles nature, en bois ou en résine.
Le sable est principalement composé de silice et d argile, il est directement réutilisable après avoir été convenablement humidifié, aéré et tamisé. L’argile humidifiée sert de liant entre les grains de silice de granulométrie bien précise, par enrobage de ces grains. Il est de couleur brun-jaune lorsqu'il est neuf, mais il se colore très rapidement en noir au contact du métal chaud, d'où l'appellation de sable noir.
Les deux parties principales du moule, le fond et le dessus, sont maintenues par des châssis, généralement en aluminium, qui comportent des douilles de centrage dans lesquelles on introduit des broches afin d'assurer le positionnement des deux demi moules.
Par contre, les éventuels noyaux sont réalisés en sable à prise chimique. Lors du décochage, il est important d'éliminer ces noyaux et de ne pas mélanger le sable (siliceux) dont ils sont composés au sable noir qui sera réutilisé.
Aujourd'hui, cette méthode est principalement utilisée pour des pièces de formes simples et pour laquelle les épaisseurs de toiles (parties minces de la pièce) sont relativement importantes.
L'état de surface (la peau de la pièce) est caractéristique de la fonderie traditionnelle, même si l'on prend soin d'y ajouter des agents de surface.
Moulage au sable à prise chimique
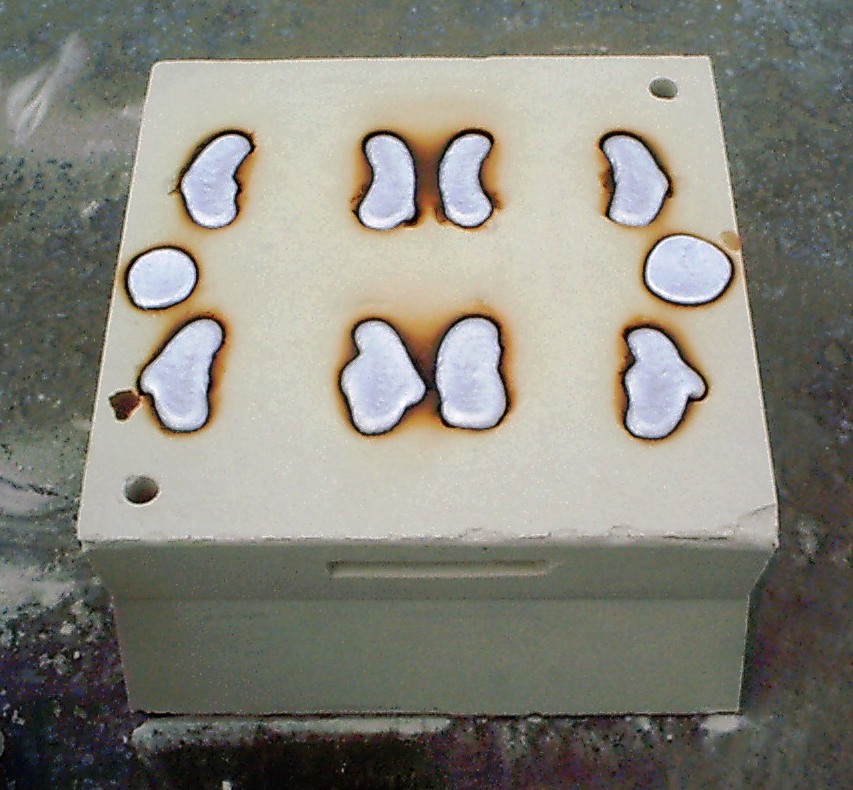
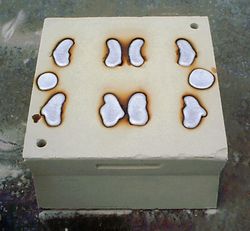 Moule en sable à prise chimique.
Moule en sable à prise chimique.
Dans le cas présent, il s'agit du moule réalisé à partir des caissons décrits au chapitre précédent.
On retrouve, au niveau du dessus de moule, les deux orifices de coulée (à droite et à gauche) et le haut des huit masselottes (2 par pièces), ainsi que les deux trous de broches qui ont servi à aligner les deux parties du moule lors de sa fermeture.
Alors que, lors de la fabrication du moule, il a fallu démouler le modèle (les caissons) sans arrachement de sable au niveau des différentes surfaces des pièces; pour extraire les pièces, il sera nécessaire de casser le moule.La technique du sable à prise chimique permet plus de précision que le sable noir et donne un meilleur aspect de peau de pièce.
On peut obtenir, avec ce procédé, des toiles beaucoup plus fines.Elle s'applique principalement aux modèles montés en caissons et peut être aussi utilisée pour certains modèles nature en bois ou en résine ainsi que pour les modèles en stéréolithographie et en polystyrène qui, eux, ne sont pas moulables au sable noir.
Par contre, le sable n'étant pas réutilisable en l'état, le coût des pièces ainsi moulées est plus élevé.
Il s'agit, cette fois, d'un sable siliceux, tamisé, lavé et séché. On y adjoint, peu de temps avant la réalisation du moule, des résines et un catalyseur destinés à former un polyuréthane (désigné couramment « PEP-SET ») par exemple ou bien d'autres types de liant, comme la « Furanique ».
La durée de vie de ce sable (durée pendant laquelle on peut le travailler pour réaliser le moule) varie en fonction de la température ambiante et de la concentration en catalyseur.
On règle cette durée de vie à une valeur de l'ordre de 5 minutes en dosant ce catalyseur.
Le sable et les composants liquides (résine et catalyseur) peuvent être mélangés, après dosage, dans un simple malaxeur, mais l'utilisation d'un malaxeur à vis rapide muni de pompes doseuses permet de produire uniquement la quantité de sable nécessaire à chaque moule, avec une grande précision dans les proportions du mélange.
Contrairement au sable noir (dit aussi "sable à vert"), le moule ne nécessite pas de châssis. Ce sont les bords des caissons, comportant une dépouille suffisante pour faciliter le démoulage, qui vont déterminer la forme extérieure du moule.
Aucune pièce de maintien latéral n'est nécessaire lors de la coulée.
Par contre, il sera souvent nécessaire de charger le dessus de moule (lingots de plomb, par exemple) lors de la coulée pour que la pression du métal dans le moule ne le fasse pas remonter.
Noyautage
Les parties intérieures en creux ou certaines parties extérieures en contre dépouille « ne démoulent pas » (c'est-à-dire que l'on ne pourrait pas extraire le modèle du moule en sable sans arracher une partie de ce dernier).
On place donc un ou plusieurs noyaux à l'intérieur du moule, une fois le modèle enlevé, afin de réaliser ces formes de la pièce.
Pour la réalisation de ces noyaux, voir :
Article détaillé : Noyau (fonderie).Le métal
Les alliages
La fonderie n'élabore pas elle-même ses alliages, elle achète en lingots les nuances qu'elle est amenée à utiliser. Cependant, lors de la fusion, il est nécessaire de contrôler la composition du métal et d'effectuer quelques ajustements compte tenu de la perte au feu.
Par exemple, le magnésium (Mg) qui entre dans la composition de nombreux alliages a tendance à s'évaporer aux températures de fusion usuelles (bien qu'elles soient nettement inférieures à sa température de vaporisation). Il est nécessaire de compenser cette perte avant de couler :
Le fondeur réalise donc, lorsque son métal est en fusion, une éprouvette de spectrométrie qui est immédiatement analysée.
Des résultats de cette analyse et du poids de métal contenu dans le four, découle la quantité de magnésium à ajouter pour atteindre le milieu de la fourchette de spécifications de l'alliage concerné. Généralement, ce n'est pas du magnésium pur qui est ajouté mais un alliage-mère comme l'AG20 qui contient 20% de magnésium et 80% d'aluminium.
Une fois le mélange effectué, l'alliage affiné et dégazé ; on réalise une seconde éprouvette pour vérifier l'effet de la correction.
Si les résultats d'analyse de cette seconde éprouvette sont conformes, les pièces peuvent être coulées et ce sont ces résultats qui seront inscrits sur le cahier de coulées ainsi que sur les certificats de conformité qui seront remis au client avec ses pièces.
Pour des pièces techniques, on n'utilise généralement que du métal de "première fusion", c’est-à-dire des alliages élaborés avec des matières premières neuves. Néanmoins des pièces très élaborées telles les culasses de moteur de véhicules à moteur peuvent être coulées avec des alliages de "deuxièmes fusion" soit des alliages composés de métaux de récupération soigneusement triés ; principalement pour les pièces série (fonderie sous pression).
Article détaillé : Alliages d'aluminium pour fonderie.Les fours
Différents moyens de chauffage des fours de fusion sont utilisables : le gaz, le fuel, le coke et l'électricité notamment.
Dans tous les cas, le four est composé de matériaux réfractaires permettant de l'isoler du milieu ambiant, et contient un creuset en graphite.
Ce creuset est rempli de lingots et de jets, puis porté à une température supérieure à la température de fusion de l'alliage qu'il contient. La régulation de température est effectuée à l'aide de thermocouples placés dans la chambre de chauffe, entre les résistances (cas d'un four électrique) et le creuset. La température de cette chambre est légèrement supérieure à celle du métal contenu dans le creuset.
Pour le moulage sable de pièces en aluminium, le creuset n'est pas sorti du four lors de la coulée, mais le métal est prélevé à la louche dans ce dernier.
Souvent, les fours de fusion sont en partie enterrés afin que l'on puisse plus facilement prélever le métal avec les louches.
Dans tous les cas, on ménage une fosse sous le four et un canal en bas du four afin de recueillir le métal en cas de rupture du creuset. Cette fosse est souvent appelée "la cave", en langage de fondeur lorsqu'on dit "mon métal a coulé à la cave", cela signifie qu'un creuset a lâché. Ce genre d'accident, bien que rare, peut arriver. Si le four a été bien conçu, il se répare en remplaçant le creuset, et parfois en remplaçant aussi quelques résistances détruites par le métal en fusion qui peut avoir coulé dessus. Afin d'éviter ce genre d'incident, on détermine généralement une périodicité de remplacement des creusets, qui sont considérés, dans une fonderie, comme des pièces d'usure.
La coulée
Lorsque le métal est prêt, c’est-à-dire lorsque :
- la température de coulée est atteinte et contrôlée (cette température dépend de l'alliage et des formes de la pièce à réaliser),
- la composition, notamment la teneur en magnésium, est conforme (voir : "Les alliages"),
- le dégazage a été effectué et contrôlé,
on peut couler les pièces.
Dans le cas des pièces prototypes ou petites séries coulées par gravité (par opposition à la coulée sous pression), la coulée s'effectue à la louche.
Un ou plusieurs opérateurs, car certaines pièces se coulent par plusieurs coulées simultanées (sur le moule en sable à prise chimique photographié plus haut, par exemple, on coule à deux), vont puiser le métal en fusion dans le four avec des louches préalablement chauffées à la chaleur du four. Dans le cas où il y a plusieurs coulées simultanées, les différents opérateurs doivent verser le métal simultanément dans les orifices de coulée, sous peine de créer un défaut appelé "reprise de coulée" qui risquerait de fragiliser la pièce. L'absence d'un tel défaut sera contrôlée ultérieurement par contrôle visuel ou par ressuage.
Dans le cas de certaines grosses pièces, on utilise des poches de coulées, que l'on peut manipuler au pont roulant ou au chariot élévateur. Les poches sont préalablement chauffées puis remplies à la louche, et c'est à partir de ces poches, montées sur support pivotant et généralement munies d'un volant de manœuvre, que l'on coule la pièce.
A la surface du métal en fusion contenu dans les louches ou les poches, il se forme, au contact de l'air, une peau d'alumine qui ne doit pas être entraînée dans la pièce. On procède donc, juste avant de couler la pièce, à un "écrémage" qui consiste à éloigner cette peau d'alumine du bec de la louche ou de la poche, à l'aide d'une spatule en acier. Si une petite quantité de ces peaux d'alumine arrive à passer, les filtres, généralement en toile de verre, que l'on aura pris la précaution d'insérer dans le moule au niveau des canaux de coulée suffiront à l'arrêter.
On remplit totalement le moule en une seule fois jusqu'à ce que le métal remonte par les masselottes et affleure la partie supérieure du moule. Il est donc important de choisir la taille des louches ou des poches en fonction du "poids de la grappe" (poids de la pièce et de ses différents appendices de coulée).
Le décochage
Le décochage est l'opération qui consiste à séparer la (les) pièce(s) que l'on vient de couler, de leur moule. Il s'agit donc de casser le moule.
Cette opération peut être effectuée dès que le métal s'est solidifié, ce que l'on vérifie en constatant que le haut des masselottes est figé (les masselottes sont calculées pour conserver une température plus élevée que la pièce, afin d'alimenter celle-ci en métal lors du retrait qui a lieu au moment du refroidissement).
Il peut être plus ou moins automatisé (tables vibrantes), mais en ce qui concerne la fonderie de prototypes, il est souvent effectué manuellement.
Alors que le décochage des pièces moulées en sable noir s'effectue facilement, celui des pièces moulées en sable à prise chimique nécessite l'emploi d'instruments allant du petit marteau au gros marteau-burineur électrique ou pneumatique.
Lors de l'utilisation de tels outils, tout contact de la pointe du marteau-burineur avec la pièce est fatal pour cette dernière.Le manœuvre chargé de cette opération va donc toujours assister à la fabrication des moules pour situer les endroits où il pourra piquer lors du décochage.
Le sable noir étant réutilisé, il y a lieu d'éliminer, après décochage, les éventuels noyaux en sable à prise chimique que le moule contenait.
Le sable à prise chimique peut être recyclé, si la consommation de la fonderie le justifie (installation lourde et coûteuse), souvent, les petites fonderies prototype n'en sont pas équipées et éliminent ce sable suivant le circuit des DIB (en France).
L'ébarbage
L'ébarbage est l'opération de parachèvement qui consiste à séparer la pièce des différents appendices de coulée, ainsi qu'à supprimer les traces et bavures éventuelles qui peuvent survenir, notamment au niveau du plan de joint ou de la liaison entre le moule et le(s) noyau(x).
L'ébarbage commence donc à la scie à ruban, où l'on sépare grossièrement la pièce des appendices de coulée. Il se poursuit ensuite à l'aide de différents outils allant de la ponceuse à bande aux micro-fraises entraînées par des mini-meuleuses pneumatiques.
Pour effectuer ces opérations, l'ébarbeur doit connaître le plan de la pièce afin de ne pas "rentrer dedans", c’est-à-dire éliminer des parties fines qui font partie intégrante de la pièce. Il est souhaitable aussi qu'il sache quelles parties seront usinées et quelles sont les valeurs des surépaisseurs d'usinage. Souvent, les clients fournissent un croquis indiquant ces surépaisseurs.
Les traitements thermiques
Les traitements thermiques sont destinés à améliorer les caractéristiques mécaniques des pièces obtenues en fonderie d'aluminium. Bien que l'on pense souvent à l'acier lorsque l'on parle de traitement thermique, les alliages d'aluminium peuvent être, eux aussi, trempés, et c'est généralement le cas des pièces techniques.
Suivant le type d'alliage, les traitements les plus courants sont :
- Mise en solution, trempe à l'eau, revenu ou
- Mise en solution, trempe à l'eau, maturation.
mais d'autres traitements plus spécifiques peuvent être réalisés suivant les caractéristiques recherchées.
Compte tenu des déformations que peut engendrer la trempe, il est souvent nécessaire d'effectuer un redressage dans les quelques heures qui suivent cette dernière (et avant revenu). Cette opération doit être rapidement effectuée, sous peine de devenir impossible à cause du phénomène de maturation.
Pour plus de détail, voir les articles alliages d'aluminium pour fonderie, traitement thermique et plus particulièrement trempe, cas des alliages d'aluminium.
Les finitions
Le sablage
Le sablage est un traitement de surface qui, en fonderie, a plusieurs buts :
- Il lisse les rayures dues à l'ébarbage et améliore l'aspect de la pièce,
- les impacts provoquent une déformation plastique et modifie donc la surface (écrouissage, création de contraintes de compression),
- il décape et peut enlever une couche superficielle fragile. Il participe ainsi au contrôle de la pièce en accentuant certains défauts de surface éventuels qui, après sablage, deviennent facilement détectables à l'œil nu.
Initialement, le sablage consistait à projeter du sable à la surface de la pièce, à l'aide d'air comprimé. De nos jours, le sable est de plus en plus souvent remplacé par des grains de corindon qui ont un meilleur pouvoir abrasif.
A l'échelle industrielle, le sablage nécessite des installations spécialement conçues. Souvent, les petites fonderies sous-traitent cette activité, bien qu'elles soient généralement équipées d'une petite cabine dite "boîte à gants" permettant de faire des retouches éventuelles ou bien de sabler quelques pièces urgentes (comme les pièces types, par exemple).
L'usinage
Une pièce de fonderie est rarement une pièce finie directement utilisable mécaniquement. En effet, les tolérances dimensionnelles de fonderie sont de l'ordre de plus ou moins 0,5 mm et l'état de surface permet difficilement les assemblages. Les pièces de fonderie sont donc en partie usinées (tournage, fraisage, usinages sur centres d'usinage à commande numérique) ; mais certaines parties "non fonctionnelles mécaniquement" restent brutes.
L'usinabilité de l'aluminium pur est très mauvaise, mais ce métal est extrêmement rarement utilisé pour des pièces mécaniques basées sur des fonderies et les alliages contiennent des éléments d'addition qui améliorent cette caractéristique. Les alliages aluminium-silicium sans adjonction de cuivre s'usinent relativement mal à l'état Y20 ou Y30 (SF ou KF), mais les traitements thermiques (trempe-revenu principalement) améliorent considérablement leur aptitude à l'usinage.
La protection
Les parties non usinées, ou dans certains cas la totalité de la pièce, nécessitent souvent un traitement de surface.
La peinture est une des plus "simples" de ces protections, mais uniquement pour les parties non usinées.
Le plus souvent, les pièces en alliage d'aluminium sont protégées par oxydation anodique (ou anodisation). Ce traitement protège aussi bien les parties usinées que celles qui sont brutes de fonderies.
Dans des cas particuliers, d'autres traitements peuvent aussi être appliqués comme, par exemple, le cadmiage-bichromatage. L'épaisseur d'un tel traitement est de l'ordre de 7 micromètres.
Les contrôles et les documents d'accompagnement
Un certain nombre de contrôles ont déjà été évoqués ci-dessus, d'autres non. Certains contrôles sont effectués avant coulée, d'autres sur les pièces en cours de fabrication ou terminées. De plus, quelques documents sont associés aux principaux contrôles.
En plus des contrôles formalisés, chaque opérateur pratique, sur les pièces qui passent entre ses mains, un autocontrôle qui peut, dans certains cas, être lui aussi formalisé.
Enfin, les pièces types sont sujettes à des contrôles plus poussés que les fabrications qui suivront.
Contrôles avant coulée des pièces
Le contrôle des matières premières principales d'une fonderie (aluminium, sable et résines) nécessite des moyens très spécifiques. Souvent, les fonderies d'aluminium travaillent en convention de délégation de contrôle (ou en "assurance qualité") avec leurs fournisseurs de matières premières. Cela veut dire qu'ils ont audité ces fournisseurs au niveau des contrôles qu'ils effectuent sur leurs produits avant de les livrer (procédures, qualification des moyens de mesure, etc.) et qu'ils ont confiance dans les résultats communiqués par ces derniers.
À réception, le contrôle se limite donc à une vérification quantitative et à un examen des documents (certificats, bulletins d'analyse, procès verbaux de conformité*, déclaration de conformité*) qui accompagnent la livraison. Ces documents sont soigneusement archivés pour assurer la traçabilité des pièces que la fonderie livrera à ses clients.
Ces principaux documents sont :
- Analyse chimique (spectrométrie) des alliages d'aluminium,
- Résultats granulométriques du sable de fonderie,
- Bulletin d'analyse des résines destinées à la prise chimique du sable.
* La principale différence entre une déclaration de conformité et un procès verbal (P.V.) de conformité est la suivante :
- ⇒ une déclaration de conformité est un document établi suivant une norme, qui indique que le produit contrôlé est conforme à une spécification donnée. Ce document ne contient pas de mesures sur le produit, mais décrit parfaitement les conditions du contrôle mis en œuvre et les normes ou spécifications appliquées ;
- ⇒ un P.V. de conformité est un document qui indique les mesures obtenues sur le produit contrôlé et les spécifications correspondantes, on l'utilise, par exemple, pour une analyse chimique.
Contrôles lors de la coulée (ou sur échantillon coulé à part)
Certains des contrôles cités ci-dessous ont déjà été évoqués au chapitre "Le métal". Les documents évoqués dans ce chapitre sont :
- Le cahier de coulée, qui est un document interne à la fonderie, mais peut être montré au client en cas d'audit. Si traditionnellement, il s'agissait effectivement d'un cahier, aujourd'hui, il est souvent remplacé par un document informatique (fichier Excel par exemple). Ce choix nécessite une politique de sauvegarde des données informatiques très stricte, car ce document est essentiel pour la traçabilité des pièces.
- Le P.V. de conformité matière qui accompagne chaque livraison et est, en réalité, un extrait du cahier de coulée concernant les pièces livrées.
La spectrométrie
C'est le premier de ces contrôles ; elle donne la composition chimique de l'alliage. Ce contrôle est essentiel bien que l'on dispose déjà de l'analyse chimique des lingots. En effet, elle permet notamment de s'assurer que le métal en fusion (qui est obtenu à partir de lingots et de jets) est toujours conforme aux spécifications.
Principe
Lorsque le métal est fondu, on coule une éprouvette qui, après surfaçage, est disposée sur le spectromètre. Cet appareil produit, sous gaz neutre (Argon), une étincelle entre une électrode et l'échantillon. L’étincelle émet une lumière constitué d’un ensemble de plusieurs longueur d’ondes. Les longueurs d’onde du rayonnement électromagnétique étant caractéristique des éléments constitutifs de l’alliage. Après diffraction, les différentes longueurs d’onde se présentent sous forme de raies (application de la loi de Bragg). Les différentes raies de cette étincelle sont comparées aux raies de référence des éléments à mesurer et ces données sont collectées sur un micro-ordinateur qui affiche la composition chimique du métal.
Afin d'obtenir des mesures fiables, l'ensemble (spectromètre + ordinateur) doit être régulièrement recalibré à l'aide d'échantillons homogènes de composition connue (livrées avec l'appareil).
On peut aussi utiliser des échantillons certifiés, de composition proche des éprouvettes à analyser, afin de vérifier la fiabilité de la mesure.
La mesure est très ponctuelle ; de ce fait, pour plus de précision sur le résultat, on effectue un minimum de trois tirs sur l'échantillon et on prend en compte la moyenne de ces tirs.
Une première éprouvette est mesurée afin de calculer les corrections éventuelles à apporter au métal puis, après corrections et juste avant de couler les pièces, une seconde éprouvette est réalisée et analysée.
Ce sont les résultats obtenus sur cette seconde éprouvette qui figureront sur le cahier de coulée et sur les PV. de conformité matière remis avec les pièces.Le "Porotec" et le "Qualiflash"
Porotec
Lors de la solidification, le métal à tendance à "dégazer", c’est-à-dire que certains composants ont tendance à se libérer sous forme de bulles très fines.
Le Porotec (du nom de l'appareil de contrôle généralement utilisé) est utilisé pour contrôler le dégazage :
On coule une petite quantité de métal dans un mini creuset en acier, et l'on met ce métal à figer sous vide, ce qui a pour effet de dilater les éventuelles bulles de gaz présentes dans le métal liquide. Si le métal est très mal dégazé, on observe déjà un dégagement à la surface de l'échantillon pendant son refroidissement.
On coupe ensuite cet échantillon en deux et on observe la coupe à l'œil nu sous éclairage ambiant.
Aucune bulle ne doit être visible.
Qualiflash
Pour les alliages d'aluminium, le Qualiflash permet de mesurer la quantité d'oxydes dans le bain liquide avant la coulée.
Le principe de l'appareil est le suivant : une quantité dosée (4 kg) d'alliage liquide est versé dans un moule métallique préchauffé et muni d'un filtre dans sa partie basse. Une grande quantité d'oxydes bouche rapidement le filtre, empêchant l'écoulement du métal. Inversement, un métal propre s'écoule entièrement par le fitre. On mesure la quantité de métal passé. Qualiflash a été mis au point par CTIF [1], Centre Technique des Industries de la fonderie, qui l'a breveté et commercialisé.
La température du bain de métal en fusion
Cette température est importante pour assurer une bonne coulée des pièces. Elle diffère suivant l'alliage et suivant la forme des pièces à couler. On l'indique donc sur chaque fiche technique.
On mesure la température de l'alliage en fusion juste avant la coulée et on enregistre cette température sur le cahier de coulée.
L'appareil le plus utilisé pour cette mesure est le thermocouple type K.
L'analyse thermique
Le principe de cet essai est de tracer une courbe de refroidissement de l'alliage liquide à l'air ambiant. Cette analyse détermine les points de liquidus, solidus, la surfusion de l'alliage lors de sa solidification. L'analyse de surfusion peut-être utilisée pour prédire la structure de l'alliage une fois solidifié, et vérifier que l'affinage est correct.
La résistance mécanique
Suivant les spécifications demandées par le donneur d'ordre, les essais de résistance mécanique peuvent être réalisés sur "éprouvette de caractérisation" ou sur "éprouvette de dissection".
Dans le cas de l'éprouvette de caractérisation, il s'agit d'une éprouvette coulée à part, en même temps que les pièces. Les plans de ces éprouvettes sont normalisés.
Pendant longtemps, les normes ou spécifications (comme l'instruction AIR 3380/C, par exemple) imposaient une éprouvette moulée en coquille. Les résultats obtenus sur une telle éprouvette n'avaient rien à voir avec ceux issus d'une éprouvette de dissection, ou même d'une éprouvette attenante, d'une pièce moulée sable.
Aujourd'hui, on peut aussi couler des éprouvettes de caractérisation en moulage sable, ce qui est plus représentatif des pièces obtenues (NF EN 1706). Cette norme précise notamment que le moule destiné à couler ces éprouvettes ne doit comporter aucun refroidissement artificiel.
On applique sur ces éprouvettes, après qu'elles ont suivi le même cycle de traitement thermique que les pièces, un effort de traction jusqu'à la rupture et l'on enregistre la résistance mécanique Rm, la limite d'élasticité RP0,2 et l'allongement A%.
Pour plus de détail, voir "Essai mécanique".
Les résultats de résistance mécanique, précisant le mode d'obtention de l'éprouvette, figureront sur le P.V. de conformité matière.
Les contrôles "non destructifs" sur pièces
Dans ce chapitre, le terme "contrôle non destructif" est utilisé au sens large, c’est-à-dire pour tous les contrôles effectués sur la pièce livrée. L'aéronautique, notamment, a une définition beaucoup plus stricte des CND. Certains des contrôles cités ci-dessous sont des CND dans le sens officiel de ce terme, d'autres non.
Les documents correspondant aux contrôles ci dessous sont :
- Des déclarations de conformité si l'on indique simplement la méthode de contrôle, la spécification de référence, la qualification de l'opérateur et le fait que les pièces contrôlées sont conformes à cette spécification,
- des rapports de contrôle si les résultats sont plus détaillés (photographie numérique et description, par exemple), ou bien
- des renseignements ajoutés au cahier de coulée et aux P.V. de conformité matière.
Les contrôles dimensionnels
Traditionnellement, le contrôle dimensionnel d'une pièce de fonderie consistait à réaliser une pièce tracée, c’est-à-dire une pièce préalablement enduite d'encre de traçage (généralement bleue) sur laquelle, au moyen d'un marbre, éventuellement d'une table sinus ou d'un plateau diviseur et d'un trusquin métrique, et muni du plan de pièce usinée, on traçait toutes les cotes usinées, afin de s'assurer que le fonderie était suffisamment dimensionnée vis-à-vis de ces différents usinages. On fournissait cette pièce tracée au client.
Il s'agissait principalement de la pièce type dimensionnelle.
Suivant les spécifications du contrat, il était ensuite convenu de tracer une pièce par lot, ou une pièce à une fréquence déterminée, ou bien toutes les pièces sur les cotes principales.
Les plans papier étant de plus en plus souvent remplacés par des fichiers de définition numérique, ce contrôle disparaît progressivement au profit de contrôles plus automatisés, réalisés sur des machines de contrôle tridimensionnelles (il s'agit de machines qui viennent palper la pièce au niveau des points de contrôles définis sur la CAO, et qui comparent la valeur mesurée à la définition numérique de la pièce) et donnant lieu à un rapport de contrôle.
Il en est de même après usinage, la machine tridimensionnelle étant aujourd'hui le moyen de contrôle le plus utilisé. Cependant, dans certains cas, et principalement pour des plans anciens pour lesquels il n'existe pas de FDN (fichier de définition numérique) ; ce qui est encore le cas pour certaines petites séries aéronautiques, on établit un rapport de contrôle avec les instruments de mesure dimensionnelle classiques (pied à coulisse, micromètre, jauge de profondeur, etc.).
Les essais de dureté
Il existe plusieurs types d'essai de dureté, mais le plus courant sur des pièces de fonderie est l'essai BRINELL qu'on effectue avec une bille de 5 mm sous 250 daN ou bien une bille de 10 mm sous 1000 daN. Les résultats sont exprimés en HB (Dureté Brinell), le H étant l'initiale du mot anglais (hardness) correspondant à dureté.
L'essai de dureté laisse une trace sur la pièce (le polissage sommaire de la zone d'essai et l'empreinte de la bille), mais la pièce peut quand même être utilisée, soit parce qu'on a effectué l'essai dans une zone qui sera éliminée à l'usinage, soit parce qu'il a été réalisé sur une zone "non fonctionnelle" dans laquelle l'empreinte ne gène pas.
Souvent, la zone d'essai est déterminée par le bureau d'étude, lors de la conception de la pièce.
Si l'on peut effectuer un essai de dureté à titre indicatif sur des pièces non traitées thermiquement, son principal intérêt est de valider le traitement thermique. Suivant les spécifications de chaque contrat, on peut tester toutes les pièces, ou bien un pourcentage défini. Ces résultats seront portés sur les P.V. de conformité matière.
Il arrive parfois que dans une même charge de four de traitement thermique, un fondeur n'ait que des pièces sans exigence contractuelle de contrôle de dureté. Dans ce cas, il prélève néanmoins quelques pièces (généralement 3), sur lesquelles il effectue un essai pour valider son traitement thermique.
Dans ce cas, il inscrit les résultats obtenus sur son cahier de traitements thermiques qui est un document à usage interne, mais pouvant être consulté par les clients lors d'un audit au même titre que le cahier de coulée, et qui collecte, pour chaque campagne :
- l'identification des pièces traitées,
- la courbe de mise en solution (température / temps) et,
- la courbe de revenu, dans le cas d'un traitement avec revenu.
L'essai pression (contrôle de l'étanchéité)
 contrôle étanchéité robotisé.
contrôle étanchéité robotisé.Certaines pièces (collecteurs ou répartiteurs automobiles, carters et certains boîtiers par exemple) doivent être étanches aux produits qu'ils contiennent ou qui circulent à l'intérieur. On s'assure de l'étanchéité de ces pièces en réalisant un essai pression air/eau.
Il s'agit de brider la pièce concernée sur une plaque munie d'un joint et d'une arrivée d'air, et de boucher tous les autres orifices. On trempe ensuite la pièce dans un bac transparent (une sorte d'aquarium) et l'on envoie l'air comprimé par l'orifice de la plaque. La pression d'air comprimée est définie par le cahier des charges de la pièce concernée et est, généralement de l'ordre de 2 ou 3 bar.
On s'assure de l'absence de fuite en observant les éventuelles bulles d'air qui se forment sur la pièce et remontent dans l'eau en cas de défaut. Le contrôle manuel dépend donc de l'expertise et de la vigilance de l'opérateur.
On peut établir une déclaration de conformité, mais bien souvent, la mention de l'essai pression et de son résultat sur le P.V. de conformité matière est suffisante.
Le contrôle peut également se faire par une mesure air/air. Si le principe de base est le même (bouchonnage de la pièce à contrôler à l'aide de joints, et mise en pression à l'air) la valorisation de la fuite est possible par l'utilisation d'une cellule électronique de contrôle d'étanchéité. Cet appareil à base de microprocesseur permet d'automatiser le contrôle et de trier les pièces en sortie( bonnes, mauvaises, récupérables..) et de les palettiser à l'aide d'un robot( type de pièce, destnataire, numéro de moule...). Ces ilots robotisés, incluant des machines automatiques de contrôle d'étanchéité, existent en particulier dans la fabrication des carters cylindres destinés à l'industrie automobile. La validation du contrôle se fait par gravage du carter. Une capabilité est réalisée selon des normes définies par les constructeurs automobiles, afin de valider le moyen de contrôle. Le carter brut ou parachevé est alors expédié vers les usines de production des moteurs où il subira d'autres contrôles d'étanchéité au fur et à mesure de sa fabrication.
Le ressuage
Il s'agit d'une technique de CND au sens strict de ce terme ; c’est-à-dire que le ressuage doit être effectué par un opérateur certifié, sur une installation qualifiée.
Il existe en France, plusieurs certifications possibles pour les opérateurs ; la COFREND (COnfédération FRançaise pour les Essais Non Destructifs) regroupe les différents comités.
Le COSAC (COmité Sectoriel Aérospacial de Certification des agents de contrôle non destructif) par exemple, certifie les opérateurs qui seront amenés à contrôler des pièces destinées aux domaines de l'aéronautique ou de l'espace.
Cependant, un opérateur certifié COSAC a le droit de contrôler d'autres types de pièces (automobile par exemple).Article détaillé : Contrôle par ressuage.En fonderie, les contrôles par ressuage sont normalisés suivant EN 1371 - Fonderie - Contrôle par ressuage.
Cette norme est composée de plusieurs parties :- EN 1371-1 Partie 1 : pièces moulées au sable, en coquille, par gravité et basse pression.
- EN 1371-2 Partie 2 : pièces en moulage de précision (cire perdue).
La radiographie
Il s'agit encore une fois d'une technique de CND au sens strict de ce terme (voir ci-dessus).
La radiographie est surtout connue pour son usage médical, mais cette technique de contrôle s'applique aussi aux pièces mécaniques, avec des intensités et des temps d'exposition beaucoup plus longs que pour le corps humain.
Contrairement au ressuage qui ne permet de détecter que les défauts débouchant, la radiographie peut être utilisée pour détecter des discontinuités internes d'une pièce moulée.
Dans certains cas, suivant le cahier des charges, toutes les pièces d'un lot sont contrôlées par radiographie, cependant, il est plus courant de contrôler uniquement par ce procédé :
- La première pièce réalisée à partir d'un nouvel outillage, qu'on appelle dans ce cas la pièce type métallurgique et qui peut subir ensuite d'autres contrôles qui la détruiront (voir paragraphe suivant),
- la première pièce de chaque lot de fabrication, ou bien
- une quantité déterminée suivant une cadence fixée par le cahier des charges.
En fonderie, les contrôles par radiographie sont normalisés suivant EN 12681 - Fonderie - Contrôle par radiographie.
L'essai pression, le ressuage et la radiographie ne font pas double emploi, mais sont des techniques complémentaires destinées à s'assurer de la santé matière des pièces livrées.
Le contrôle par ultrasons
Autre méthode de contrôle non destructif, le contrôle par ultrasons est utilisés pour contrôler les défauts internes de la pièce.
Ce type de contrôle est basé sur la transmission et la réflexion des ondes ultrasons dans la matière sur une face de la pièce et sur un éventuel défaut. On compare à l’aide d’un système électronique le temps mis par la réflexion des ondes. S’il existe un défaut, il apparaît un « pic » sur l’écran de l’appareil entre le pic représentant la surface d’entrée des ondes et le pic représentant la surface opposée à la surface d’entrée.
Le contrôle peut être fait manuellement par contact pour des pièces de formes compliquées ou de petites série ou par immersion dans l’eau pour des pièces de forme plus simple et généralement de plus grande série. Le contrôle par immersion est plus précis et peut être automatisé.
La recherche de défauts internes par ultrasons, qui est un CND au sens strict du terme au même titre que le ressuage et la radiographie, ne doit pas être confondue avec la mesure d'épaisseur par ultrasons qui est un simple contrôle dimensionnel.
Ce dernier est basé sur le même phénomène physique ; il s'effectue par contact d'une sonde avec la pièce, contact favorisé par l'application d'un couplant, comme pour la réalisation d'échographies. Le boîtier électronique relié à cette sonde est muni d'un afficheur indiquant directement l'épaisseur. Cet appareil doit âtre calibré en fonction de la sonde utilisée et de l'alliage à contrôler car la vitesse de propagation des ondes est différente d'un alliage à l'autre.
Les contrôles destructifs, sur une pièce représentative d'un lot
Il s'agit de contrôles qui ne peuvent être effectués qu'en détruisant une pièce (comme en médecine ou en biologie, on parle de dissection).
Ces contrôles sont donc effectués sur une pièce représentative d'un lot ou d'une série, et, en particulier, sur la pièce type métallurgique.
Comme pour la radiographie, le cahier des charges ou la "fiche d'essais" indique la fréquence de ces contrôles en fonction de la quantité de pièces à livrer.
La pièce coupée
Il s'agit du plus simple de ces contrôles, qui consiste à couper une pièce dans des zones définies afin de :
- s'assurer visuellement de la santé matière, en particulier dans les zones comportant d'importantes variations d'épaisseur (qui peuvent poser des problèmes lors du refroidissement des fonderies),
- contrôler éventuellement certaines épaisseurs de pièce dans des parties peu accessibles ni avec les outils métrologiques classiques, ni avec un mesureur d'épaisseur à ultrasons.
La macrographie
Cet examen est destiné à détecter certains défauts comme par exemple les retassures, les soufflures ou le gazage qui peuvent être dus à une mauvaise alimentation locale de la pièce (masselottes insuffisantes, solidification mal dirigée).
Il s'agit donc principalement de défauts dus à une mauvaise conception du moule et de ses systèmes d'alimentation c'est pourquoi elle est souvent pratiquée sur la pièce type métallurgique. Elle permet aussi de déterminer la grosseur du grain.
On effectue une coupe de la pièce qui sera examinée après polissage et, éventuellement, traitement par un réactif ou une attaque acide.
L'examen est effectué à faible grossissement, souvent à l'aide d'une loupe binoculaire.
Actuellement, il est d'usage de joindre quelques photos numériques au rapport de contrôle rédigé à la suite d'une macrographie.
La micrographie
On effectue aussi, pour ce contrôle, une coupe de la pièce qui sera examinée après polissage et attaque acide, ou réactif colorant certains composants comme le silicium.
Le grossissement adopté pour ce type d'examen est plus important (généralement compris entre x100 et x200), et l'on utilise un microscope métallographique, qui est un microscope inversé (la pièce est déposée au-dessus de l'objectif) incluant une source lumineuse.
Contrairement à la microscopie classique, l'échantillon n'est pas en couche mince au travers de laquelle les rayons lumineux peuvent passer, mais ces rayons, provenant de l'objectif même du microscope, sont réfléchis par la surface polie de l'échantillon à examiner, et traversent une seconde fois l'objectif dans l'autre sens pour pouvoir, ensuite, être observés par l'oculaire.
Le but de la micrographie est principalement d'observer la finesse dendritique de l'alliage, ainsi que la modification de l'eutectique (voir alliages d'aluminium pour fonderie), mais on peut aussi observer des défauts analogues à ceux qui sont visibles en macrographie.
Cet examen est généralement, lui aussi, pratiqué sur la pièce type métallurgique, mais il peut aussi être effectué, dans le cas de prototypes, sur des pièces ayant cassé après avoir été soumis artificiellement (banc d'essais) à des contraintes élevées.
Actuellement, il est également d'usage de joindre au rapport de contrôle micrographique, quelques photos numériques, réalisées à l'aide d'une caméra numérique que l'on dispose, par exemple, à la place de l'un des oculaires du microscope. Cependant, les conclusions qui sont portées sur le rapport de contrôle résultent de l'observation directe dans l'oculaire du microscope où la qualité d'image est meilleure et surtout au cours de laquelle on peut balayer une surface importante. Les photos jointes au rapport ne sont qu'une illustration de ces observations.
L'essai de traction sur dissection
Suivant les spécifications demandées par le donneur d'ordre, les essais de résistance mécanique peuvent être réalisés sur « éprouvette de caractérisation », coulée à part ; ou sur « éprouvette de dissection » qui est directement taillée dans une pièce. Cet essai est plus représentatif de la réalité, mais nécessite de disséquer une pièce.
Comme pour l'éprouvette de caractérisation, les plans de ces éprouvettes sont normalisés et le bureau d'étude spécifie sur le plan ou sur la fiche d'essais la zone dans laquelle cette éprouvette doit être taillée.
Dans certains cas, on taille même trois éprouvettes, dans trois directions orthogonales de la pièce.
On applique sur ces éprouvettes un effort de traction jusqu'à la rupture et l'on enregistre la résistance mécanique Rm, la limite d'élasticité RP0,2 et l'allongement A%.
Pour plus de détail, voir "Essai mécanique".
Les résultats de résistance mécanique, précisant le mode d'obtention de l'éprouvette, figureront sur le P.V. de conformité matière.
Normes
- Normes européennes (CEN)
Liste non exhaustive de quelques normes concernant les alliages, la fonderie et les contrôles :
- EN 1371-1 : Fonderie - Contrôle par ressuage - Partie 1 : pièces moulées au sable, en coquille, par gravité et basse pression.
- EN 1371-2 : Fonderie - Contrôle par ressuage - Partie 2 : pièces en moulage de précision (cire perdue).
- EN 1676 : Aluminium et alliages d'aluminium - Lingots pour refusion en aluminium allié - Spécifications.
- EN 1706 : Aluminium et alliages d'aluminium - Pièces moulées - Composition chimique et caractéristiques mécaniques.
- EN 1780-1 : Aluminium et alliages d'aluminium - Système de désignation applicable aux lingots pour refusion en aluminium allié, aux alliages-mères et aux produits moulés - Partie 1 : système de désignation numérique.
- EN 1780-2 : Aluminium et alliages d'aluminium - Système de désignation applicable aux lingots pour refusion en aluminium allié, aux alliages-mères et aux produits moulés - Partie 2 : système de désignation basé sur les symboles chimiques.
- EN 1780-3 : Aluminium et alliages d'aluminium - Système de désignation applicable aux lingots pour refusion en aluminium allié, aux alliages-mères et aux produits moulés - Partie 3 : règles d'écriture pour la composition chimique.
- EN 2076-1 : Série aérospatiale - Lingots et pièces moulées en alliages d'aluminium et de magnésium - Spécification technique - Partie 1 - Exigences générales.
- EN 2076-2 : Série aérospatiale - Lingots et pièces moulées en alliages d'aluminium et de magnésium - Spécification technique - Partie 2 - Lingots pour refusion.
- EN 2076-3 : Série aérospatiale - Lingots et pièces moulées en alliages d'aluminium et de magnésium - Spécification technique - Partie 3 - Pièces types et pièces de série.
- EN 2078 : Série aérospatiale - Matériaux métalliques - Fiche de fabrication, fiche d'essais, rapport de contrôle et d'essais.
- EN 10002-1 : Matériaux métalliques - Essai de traction - Partie 1 : méthode d'essai à température ambiante.
- EN 12258-1 : Aluminium et alliages d'aluminium - termes et définitions.
- EN 12681 : Fonderie - Contrôle par radiographie.
Liens internes
Catégories :- Technique de transformation des métaux
- Construction aéronautique
- Aluminium

Wikimedia Foundation. 2010.